






Tensile Testing Part 1: Equipment, Samples and Procedures
April 29, 2020Comments
We use tensile testing as a way to characterize a material’s mechanical properties. Products in a variety of industries require this evaluation. In addition to metal forming and fabricating, nonmetal applications that utilize tensile tests include composites (think motorcycle helmets), nylon fibers (fishing lines, for example) and flexible plastic (as with catheter tubes). Each of these materials has characteristics that affect test-sample preparation, fixturing, testing and analysis in ways that differ from sheet metals.
In the most basic description, a tensile test involves gripping a sample at each end and pulling it apart. During the test, we record the pulling force and associated extension of the sample, and analyze the data to determine the material’s strength and elongation.
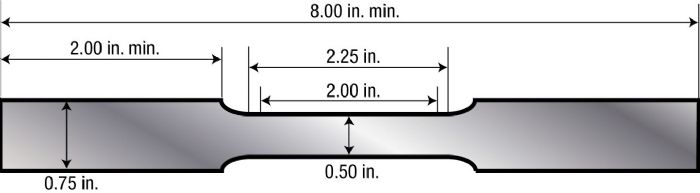 When testing sheet metal, we machine a test sample to a defined shape, such as that prescribed in ASTM A370—Standard Test Methods and Definitions for Mechanical Testing of Steel Products, and ASTM E8—Standard Test Methods for Tension Testing of Metallic Materials. Although it may be simpler to machine a rectangular test sample, failure can initiate anywhere on such a sample. To promote failure within the center, monitored region of the sample, the standards call for a dogbone-shaped sample with a section of reduced width (see the accompanying figure).
When testing sheet metal, we machine a test sample to a defined shape, such as that prescribed in ASTM A370—Standard Test Methods and Definitions for Mechanical Testing of Steel Products, and ASTM E8—Standard Test Methods for Tension Testing of Metallic Materials. Although it may be simpler to machine a rectangular test sample, failure can initiate anywhere on such a sample. To promote failure within the center, monitored region of the sample, the standards call for a dogbone-shaped sample with a section of reduced width (see the accompanying figure).
During a tensile test, the testing apparatus applies load using either a mechanical or hydraulic system. To ensure sufficiently accurate and precise test results, operators must calibrate the load cell, used to measure force during the test, over the loading range appropriate for the tested material. In practice, this means that testing of metals and rubber will require use of different load cells.
With a stamped metal part, we measure a length-of-line increase over some reference distance, possibly over the full blank or in between two features. The choice of reference distance impacts the calculated percent increase. Similarly, on a dogbone tensile-test specimen, the reference distance over which we measure the extension influences the calculated elongation. This reference distance, called gauge length, is 2 in. (50 mm) on full-size ASTM dogbones.
To measure sample extension, the most rudimentary procedure involves taking the fractured test specimen, placing the two pieces back together, and measuring the distance between the gauge marks. This process, however, results in low repeatability, and likely will lead to an overestimation of elongation since the pieces will not precisely fit together. Also, this method only determines tensile strength and total elongation after fracture; it does not measure extension throughout the tensile test.

