 |
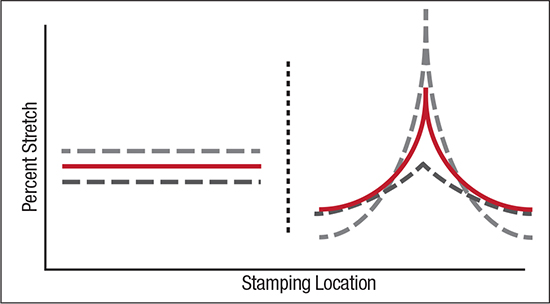
| Fig. 3—Changes in input variables have minimal effect on constant (flat) stretch levels (left drawing) but can have major disastrous effects on sharp gradients (right drawing). |
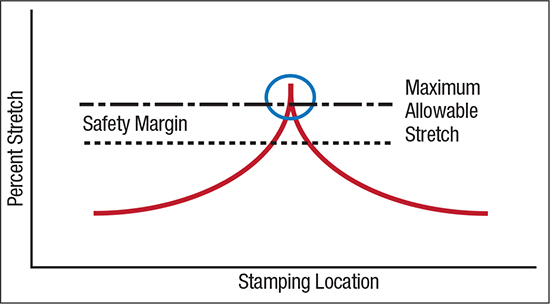
4) Once deformation exceeds the FLC, a local through-thickness neck starts and grows thinner until fracture occurs. Stretch levels just above the FLC have a low percentage of failures. As the amount of stretch increases, the percentage of failures increases.
5) Safety margins just below the FLC are designed to prevent day-to-day production variations from randomly moving the peak stretch above the FLC and causing frequent stamping rejects.
6) The presence of a severe stretch gradient indicates that a modification of the stamping design, forming process or formable sheetmetal is required. All corrections will require increased time, work and cost to correct. A stretch gradient will make the stamping more sensitive to variations in process inputs. Studies have shown more than 50 inputs make up the production process required to form most stampings. And, the interaction of these inputs is difficult to identify, much less control. Fig. 3 illustrates the problem. Assume a constant stretch distribution (solid middle line in the left schematic). If the inputs create an increase or decrease in the amount of stretch, the new value is distributed equally among the whole stamping and the stretch gradient remains constant, with little effect on production. If a stretch gradient is initially present (right schematic), all of the increase or decrease is concentrated in the gradient and we observe major changes in the stamping.
7) Controlling the physical dimensions, strength and other characteristics of stampings with stretch gradients can require hour-by-hour production adjustments, often without success.
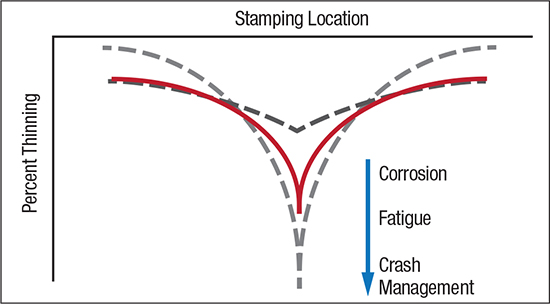 |
| Fig. 4—Severe stretch gradients in stamping surfaces create matching thinning gradients that cause unwanted problems. |
The Constancy of Volume rule means that sheetmetal is neither created nor destroyed during forming. Assume, for example, that measurements are made on half of a cylinder stretched in the outer surface of a stamping. The stretch along the length of the stamping usually is zero, and the stretch in the radial direction at the top of the cylinder is the major stretch. The change in cylinder thickness must balance the major surface stretch. Fig. 4 would be the approximate balance of the gradient shown in Fig. 3.
8) Major thinning of the cylinder would cause reduced stiffness, a function of Modulus of Elasticity and stamping thickness.
9) Reducing the thickness affects several in-service capabilities. Corrosion relates directly to sheetmetal thickness—reduce the thickness by 30 percent and the corrosive life of that area of the stamping also drops by 30 percent. The fatigue capabilities of the material are the thickness to the fourth power.
10) Minimizing the onset and growth of stretch gradients requires higher workhardening exponents (n-values). The demand of the automotive industry for lightweighting requires thinner steels with higher yield strengths to maintain constant load-carrying capacity. For most steels, increasing the yield strength reduces the n-value and further increases the height of the stretch gradient.
Many press shops do not look for the presence of gradients. Since gradients have matching areas of thinning, scanning the fully formed stamping with an ultrasonic thickness gauge will allow detection of gradients that cannot be seen or otherwise detected. Gradient detection and correction early in die tryout can prevent many problems on the production line.
Case Study
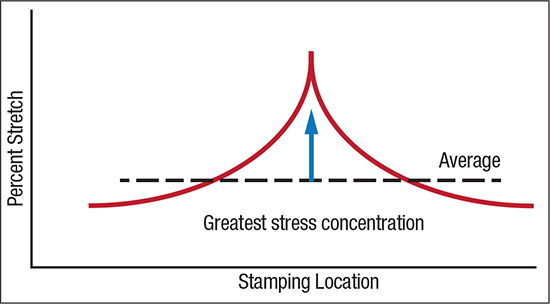
A section of a stamping is experiencing a high level of local stress. This section begins to stretch more than its neighbors. The thickness decreases, causing an increase in stress. The gradient grows faster until the stamping tears. When we substitute steel with a higher n-value, the amount of stretch is restricted because the n-value makes the steel workharden and reduces the amount of stretch. This forces most of the deformation outside of the gradient. If the n-value is high enough, some steel stampings can completely prevent any stretch gradients while retaining the higher strength. This is one of the goals of the new Advanced Higher Strength Steels. MF Technologies: Quality Control