






Strain-Rate Hardening: Small Number, Big Impact
June 1, 2014Comments
Most discussions about material properties and sheetmetal formability revolve around yield strength, tensile strength and total elongation, with hardness values often thrown in for good measure. These properties historically have represented the key links between the formability needs of stamped parts and the capabilities of the material being supplied.
During the 1940s the information link greatly improved when researchers took a serious look at workhardening (work strengthening) during deformation. They developed an equation called the Power Law to relate how the stress to deform a material increases as the strain (deformation) increases. The equation connecting true stress and true strain:
σ = KЄn, with n-value identified as the workhardening exponent. Even then, n-value did not receive much attention because the values (0.05 to 0.30) were small compared to yield, tensile and other stresses reaching the 40,000 to 80,000 PSI range. The importance of n-value as an indicator of material stretchability did not come to light until the 1950s.
m-Value Explained
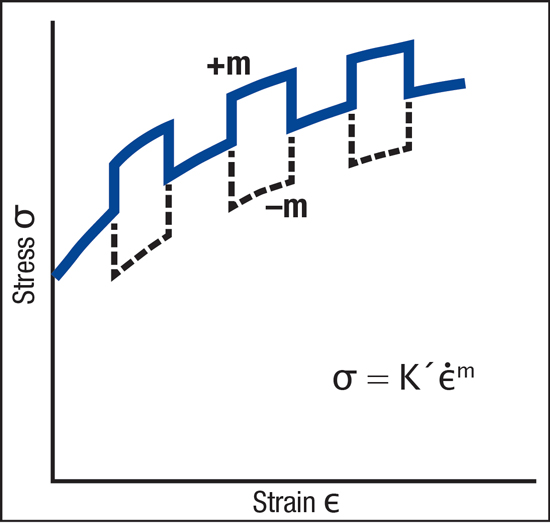 |
| Fig. 1—Changing the speed during a tensile test can provide m-value information. |
More recently, in the last decade or two yet another material property has gained attention, especially in the automotive arena: strain-rate hardening exponent, or m-value. The equation: σ = K΄ε̇m, similar to the Power Law equation where ε̇ is the strain rate of the deformation. Unlike n-value, which als is positive, m-value can be positive, zero or negative. In an automotive crash event, sheetmetal with a positive m-value will have increased strength in faster crashes. Conversely, sheetmetal with a negative m-value will have decreased strength in faster crashes. These differences are extremely important for designers of automotive safety cages.
To measure m-value, researchers use a tensile test and increase the test speed by 100, hold at the higher speed for a short time, and then return test speed back to its starting value (Fig. 1). The m-value is the amount of increase or decrease in stress. Common m-values are very small numbers—+0.015, -0.008 or 0, for example. For steel, m-value als is positive and proportional to n-value. Thus, m-values rarely are measured except for in research studies. However, aluminum and other nonferrous metal alloys exhibit a full spectrum of m-values positive to negative depending on the alloy, composition, processing and other metallurgical interactions.
The Role of Press Speed
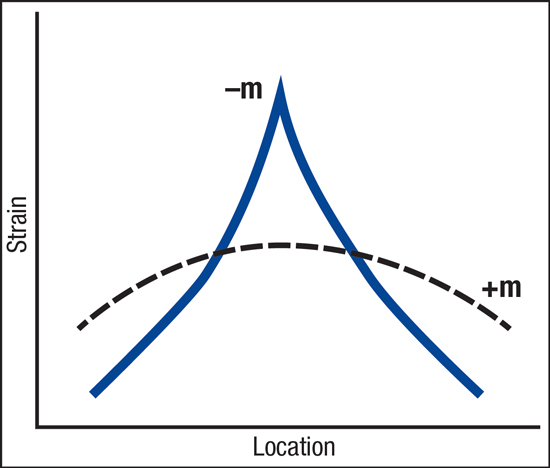 |
| Fig. 2—Positive m-values help deter the onset of strain gradients and cracks, while negative m-values encourage them. |
Strain rates immediately bring to mind press speeds. Yes, press speeds are affected but only in a minor . Referring to Fig. 1, the changes illustrated result from an increase of 100X in forming speed. The real impact of the strain-rate hardening is on adjacent elements in forming, such as localized deformation or gradients (Fig. 2). A positive m-value teams up with the als-positive n-value to strengthen locations attempting to deform because of increased localized stress. The result is a depressed gradient (dashed line) that minimizes the problem. A negative m-value, on the other hand, reduces the ability of the n-value to control the gradient and the gradient grows (solid line). Both conditions are affected identically by press speed.
Gradients are not the only forming problem affected by negative m-values. The stress-strain curves from a tensile test (Fig. 3) illustrate differences in total deformation. At the point of maximum load (ultimate tensile strength), a diffuse (width) neck begins to form. This reduces the cross-sectional area of the tensile specimen relative to the non-necking areas. A negative m-value accelerates shrinkage at that location and fracture or total elongation rapidly occurs. A positive m-value strengthens the material at that location and allows elongation of the tensile sample to continue. Comparing the two results, the negative m-value material can have a total elongation of 23 percent compared to 45 percent for the positive m-value material.
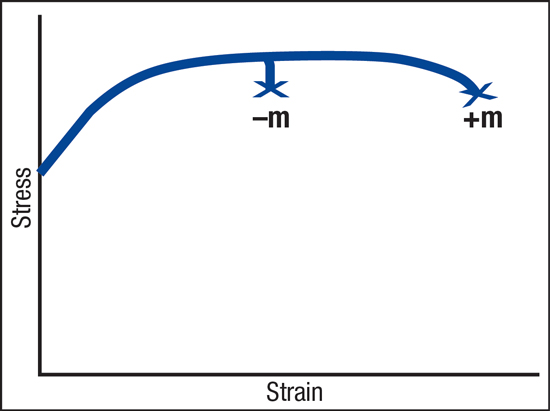 |
| Fig. 3—Onset of diffuse necking ends tensile elongation with a negative m-value, but positive m-values resist necking for extended elongation. |
Other metalforming applications affected adversely by negative m-values include:
• Bending, where outer fibers act like a tensile sample;
• Edge stretching that turns small edge cracks into major gradient cracks;
• Stretch flanging that creates a positive stretch;
• Hole expansion, limited by growth of edge cracks created during hole punching; and
• Any other areas undergoing positive elongation.
Aluminum’s Positive m-Value
Researchers are studying s to change the m-value of some aluminum alloys from negative to positive, through warm forming, increasing total elongation by a factor of five. The ultimate demonstration of what a positive m-value can do occurred with superplastic aluminum, in tests conducted in the late 1950s at the Massachusetts Institute of Technology.
Researchers placed a round tensile-test sample (0.5 m-value) with a standard diameter of 0.505 in. in a tensile machine and elongated it at a very slow speed. They stopped the test when the specimen had reached an elongation of 3000 percent. This reduced the specimen to the diameter of a human hair, and yet it remained capable of further elongation. MFView Glossary of Metalforming Terms
Technologies: Materials, Quality Control
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted. Quality Control
Quality ControlAmrol Jr. New Starrett President and CEO, Other Executives N...
Wednesday, March 5, 2025
Ascential Technologies Appoints Divisional CEO to Specialty ...
Wednesday, April 24, 2024
 Materials
MaterialsBrinell, Rockwell and Vickers Hardness Testing: Use and Misu...
Daniel Schaeffler Friday, April 1, 2022
Quality ControlTroubleshooting Sheet Metal Forming Problems, Part 2: The St...
Daniel Schaeffler Friday, February 26, 2021