






Galvanized Coating Changes Steel Formability-Part 2
October 1, 2014Comments
Last week we reviewed the draw-bead simulator (DBS) that provides coefficient of friction (COF) data when pairing different lubricant types with bare steel and different types of galvanized steel. The tests ranged from dry (cleaned with no lubricant added) to one of the newer dry-film barrier lubricants. Results ranged from a wide variation in pull loads along a single sample during the dry test, to extreme stick-slip (pre-galling) conditions for an electrogalvanized lubricated sample. COF ranged from 0.08 to 0.35.
This month we discuss the correlation between sheetmetal surface roughness and lubricant quality.
Rough or Smooth?
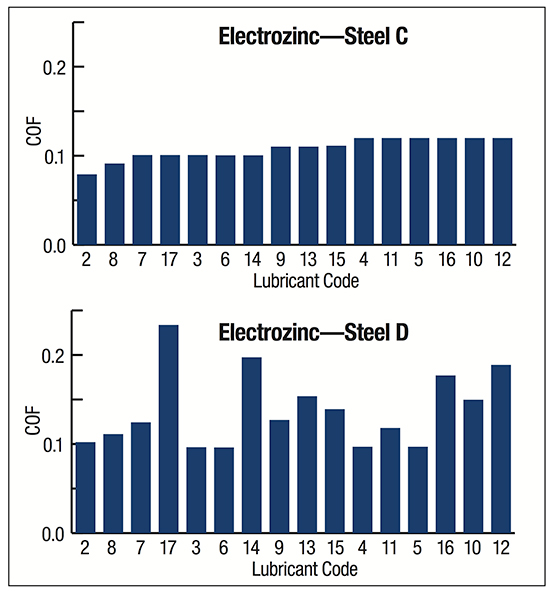 |
| Bar graph shows electrogalvanized steel C immune to different lubricants, while a different electrogalvanized steel D is very sensitive to the lubricant characteristics. |
During metalforming, and in particular forming across draw beads, the surfaces of the stamped part and the die form a key partnership. If the workpiece and draw-bead surfaces are rough (high micro-in. finish), the asperities of the two surfaces will interlock to restrict motion and result in a high COF. Likewise, when both surfaces are highly polished, almost all lubricant is forced from the interface, causing stick/slip and other interactions that also lead to high COF.
The ideal combination: one rough surface that can carry lubricant into the deformation zone, and one smooth surface over which the asperities can slide. Workpiece surfaces traditionally are rough and match well with smooth, highly polished die surfaces. However, during forming of highly polished sheetmetal, a rough die may be required to maintain a lubricant film within the deformation zone.
A temper mill performs the finishing pass on many cold-rolled steels, sending the steel through rolls that have been ground and then shot blasted to create a micro-in. roughness on the roll surface and peak count within a specified range. The rolling process transfers that surface pattern to the steel surface. In the case of hot-dipped galvanized steel, made by running a hot coil of steel through a vat containing primarily melted zinc, the material often receives the same temper process. Therefore, hot-dipped galvanized steel and bare steel should have similar COF values. And, since COF represents a surface-to-surface interaction, the thickness of the zinc coating does not affect the COF, as proven by test data.
Conversely, electrogalvanized steel is processed differently than hot-dipped galvanized steel, and results in a much less repeatable surface morphology and COF. The process applies zinc to the steel as it passes through a bath of electrolyte and anodes. The design of the bath, anode placement and other process variables contribute to the nature of the galvanized surface.
Lubricant Testing
COF also depends on the characteristics of the lubricant being used. In one study, 17 lubricants were tested against two bare, two hot-dipped and three electrogalvanized-steel samples. The ranges of COF for all lubricants (except dry-film barrier lubricant 1) were:
• Bare steel—0.08-0.15
• Hot-dipped galvanized steel—0.11-0.17
• Electrogalvanized steel—0.08-0.24.
The dry-film barrier lubricant had a COF range of less than 0.01 to 0.03. This dramatic drop in COF occurs because the lubricant completely isolates the workpiece surface from the die surface; morphology of both surfaces does not impact the amount of friction. The COF is generated by the material sliding within the dry film.
One of the more informative results of the study can be seen in the accompanying bar graph. Two different electrogalvanized steels were tested with 16 lubricants. For steel C (upper curve) the lubricant codes are arranged with increasing COF. Any of the lubricant codes could be used on steel C with the same friction results. In the lower graph, the lubricant codes are arranged for steel D in the identical sequence as for steel C. Forming with steel D would be dramatically susceptible to the lubricant applied. This shows that lubricant performance on one steel cannot be used to predict the performance on another shipment of steel, especially electrogalvanized.

