






Do We Need Formability Engineers?
September 1, 2011Comments
Metalforming is becoming more complex as new technology provides more options. Once, high-strength steel commonly had 40 to 80 ksi yield strength. Today, stampers deal with steel with 150 to 180 ksi yield strength. Springback (proportional to yield strength) has doubled or tripled at the same time that customers demand greater dimensional consistency and multiple stampings are being combined and formed as one piece. Many areas of stampings now are deprived of material flow from the blank and must be formed by the more restrictive stretching mode. We also see growing use of barrier (dry) lubricants, which can reduce the traditional coefficient of friction of liquid lubricants by a factor of four and change deformation modes to create stampings with less thin-out and more safety margin.
The list of improvements (and restrictions) is extensive. The accompanying schematic shows the cycle from stamping design to successful production. Each stage of the cycle requires specialists (and even experts). The critical question: Who in the shop understands the interaction among the stages, to explain to the structural engineers, for example, why their required change in a bend radius will require a more expensive type of steel or a compensating design change elsewhere in the stamping?
Consider this example—a stamped part experiencing sporadic splits. Troubleshooting the problem requires several different procedures to gather the required data—from the process and the stamped part—in order to determine exactly what is happening and, more importantly, why it is happening. Among the typical procedures and tools used: Circle grids, forming-limit diagram, ultrasonic thickness gauges, laser thermo guns, statistical data analysis, meaningful data plotting and logical solution presentation, each of which requires a unique skill set for effective troubleshooting.
Difficult problems rarely result from a single input variable. One needs to examine the effect of two or more interacting variables. Considering the average stamping has some 40 or more input variables, the problem becomes quite challenging. Perhaps the most important metalforming tool developed to understand these interactions among input variables is the virtual press shop—computerized die tryout, computerized process control, etc. This allows one to study how stampings will react at each forming stage before cutting the first die. What-if scenarios can quickly be tried, and some software modules will even design die components or flag parameters that will lead to breakage.
While a virtual press shop program can be run by an FEA specialist, metalformers must train people to establish the process parameters and interpret the analysis output—a formability engineer (FE). This person should have extensive training in metalforming, and an engineering degree provides an excellent background. However, the practical training should be done by experienced industrial personnel using the language of the press shop. Courses must address die and press components, forming processes, lubricants, stamping design procedures, material properties, troubleshooting, CAD, etc. 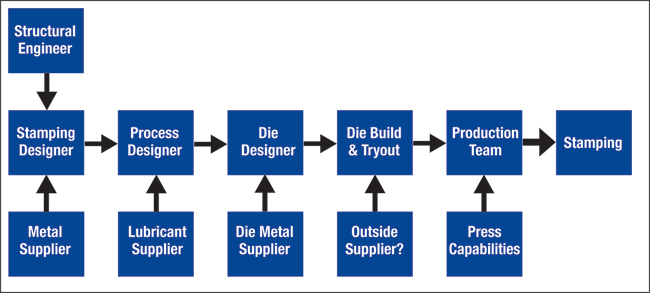
Schematic showing work units and flow of information needed to form a stamping.
A very important aspect of training is to not only understand how things work but why they work. The learning depth for any one subject need not be extremely deep. The understanding must be sufficient for the FE to connect the dots among all stages in the schematic. Knowledge of additional reference material will allow solving more specialized problems.

