A Different Look at Friction
September 1, 2010Comments
Remember the so-called “good old days” of metalforming? An acceptable stamping held water or had no smiling tears. Both the low-strength rimmed and aluminum-killed steels had only about 2 or 3 deg. of springback in a bend. For welding two pieces together, this amount of springback was corrected by a strong clamp.
Applications with higher strength steels required stronger clamps. Often a hammer blow replaced the clamps for unexposed applications. Eventually forming transitioned from the two-step process of “form it—then fix it” to the single-step process of “form it correctly in the press.”
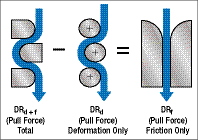 |
| Fig. 1—Schematic of draw bead simulator (DBS) using two test stages for determining coefficient of friction (COF). |
Unfortunately, incoming sheetmetal is only one of the input variables to the forming system. What about the lubricant? If consistency of the incoming metal is a highly desired goal, then consistency of the lubricant and its application should be an equally desirable goal. But how are lubricants treated in too many press shops? If a stamping is in trouble, the first reaction is to modify the lubricant. Apply a thicker or thinner layer of lubricant. Add more solids or more water. Change the type of lubricant. Combine several types of lubricants for difficult problems—mix some graphite and grease. Most of you are aware of what really happens. Now instead of lubricant changes, press shops realize that the lubricant and its application are a system input that can easily be kept constant and even utilized to minimize the effects of other input inconsistencies.
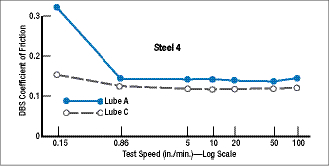
An extensive study of the effectiveness of lubricants under different forming conditions was conducted using a draw bead simulator (DBS). Draw beads are used to control the flow of metal from the binder area over the die radii and into the die opening. Because of the severe bending and unbending through the draw bead, the DBS, designed by Dr. Harmon Nine of the GM Research Center, was an excellent tool to study the coefficient of friction (COF) of the sheetmetal.
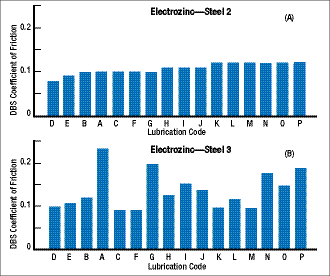 |
| Fig. 2—DBS data showing (A) electrogalvanized steel 2 is relatively insensitive to type of applied lubricant, while (B) shows high sensitivity of electrogalvanized steel 3. |
The August 2010 Science of Forming column described how the COF of electrogalvanized steel could vary greatly depending on the characteristics of the production coating line. DBS tests also showed some interesting COF results for these same steels. Fig. 2 presents test results for electrogalvanized steel from two different steel producers (codes 2 and 3). These two steels were tested with 16 different lubricants ranging from very poor (lubricant A—very thin layer of flex rolling oil) to excellent applied lubricant.