






A Successful Stamped-Product Launch: Know What Goes Into Your Tooling
August 25, 2019Comments
Your part-development process results in quality stampings if your production process remains in control and the sheet metal resides within ordered tolerances. Metal stampers should know their processes well enough to control them. Accounting for the wide range in potential metal properties when using only one or two shipments during tryout, though challenging, must be addressed prior to tooling buyoff in order to produce high-quality, low-cost stamped parts in needed volumes. Strain analysis provides this guidance, but first, you must know what initial materials shipments contain.
Ideally, the material received for tryout will come from the same sheet metal production mill to be used when a part undergoes full production, thus minimizing a potential source of variation. This is not always possible, since either the purchasing department has not yet selected a production supplier, or the material is purchased from a service center that buys material on the open market. The risk of using different suppliers: While they all should meet the specified property limits, each supplier might take up a different portion of the allowable tolerance. Tuning your process to a limited range associated with one supplier makes it challenging to accommodate product from another supplier, even if that product also falls within allowed limits.
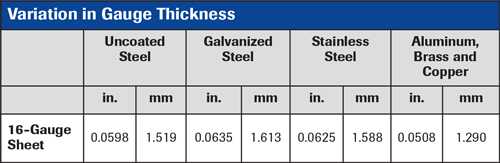 |
| Gauge-thickness definition varies with sheet metal—as does tolerance. |
Sending a sample to an accredited testing lab provides valuable information about the sheet metal, and also generates the stress-strain curves needed to accurately simulate metal flow during stamping. Metal properties change relative to the rolling or grain direction, so have tests performed in the longitudinal (0-deg.), transverse (90-deg.) and diagonal (45-deg.) orientations. Be sure to ask for more than the YTEs, or yield strength, tensile strength and total elongation. Uniform elongation, the plastic anisotropy ratio (r-value) and the strain hardening exponent (n-value) all help characterize different aspects of metal flow. The more details available, the more accurate the forming simulation.


