Passing the Quality Test
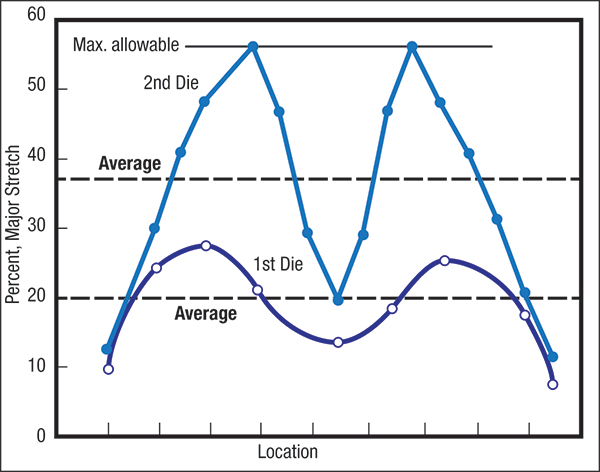
…is a more interesting requirement. In problem solving, an abundance of valid data may be collected, but there are different levels of quality or value for different applications. The sketch shows the amount of deformation (stretch) across a section line in a problem stamping for two types of measurements. One measurement (dashed lines) represents the increase in length of line as the blank stretches. The material is locked outside the die radius to prevent flow into the die cavity from the binder area. To calculate the percent stretch needed when a specific length of binder material stretches to the contour of the stamping:
100 (final length of line – initial length of line)
initial length of line
This calculated stretch, or a similar value generated by cad programs, assumes equal stretch everywhere along the length of line—an average stretch. This is valid but poor-quality data.
The actual measured stretch along the length of line indicates that the stretch is far from uniform, but generates high values in localized peak zones and low values in other zones. These stretch gradients are measured using circle grids etched into the blank, or from virtual-forming computer codes. As a validity check, the summation of the stretch in the peaks and valleys will equal the average stretch.
However, the quality of available information is quite different. Actual stretch values provide a measure of forming severity when plotted on a forming-limit diagram, and indicate areas of the stamping that require modification. Changes in forming severity can be tracked as corrective actions are taken—very-high-quality data.
Material received by a press shop can be accompanied by high- and low-quality valid data. Below are several examples.
• Our problem steel coil came from one of five heat numbers we ran that day. This is very-poor-quality data. Heat number represents the minimum amount of data for tracing a coil back to the mill.
• Our problem coil came from heat number xxxxxxx1234. This is medium-quality data. If received from an integrated steel mill, one heat of steel can include 300 to 350 tons of steel. Assuming 40,000-lb. master coils, the problem coil came from one of 15 to 18 coils. Each coil can receive different processing, resulting in different properties and other characteristics.
• Our problem coil was number yyyyyyy4321. This is very-high-quality data. This coil number can be tracked back through all processing stages to determine any problems or deviations from the process code.
• We threw a the coil tags. Absolutely useless data.
Another piece of available data is the mill cert that may accompany the coil. The cert represents low-quality data, providing only the composition of the steel. These values can be quite constant for aluminum-killed draw-quality (AKDQ) or other low-carbon steels. The test sample is taken from the molten steel before being cast into slabs and rolled into coils. Two coils with identical certs can have different properties, and two coils with different certs can have identical properties. The processing of the steel into hot- or cold-rolled coils creates the final properties.
One piece of useful cert data can be carbon content. Values of 0.04 to 0.06 percent are common with mild steel (AKDQ); values 0.004 to 0.007 percent are expected for vacuum-degassed interstitial-free (VD-IF) steel, which has improved stretchability compared to AKDQ alloys.
All Hail the Mechanical Properties
The best-quality data are the mechanical properties of each incoming coil. Common properties recorded include yield and tensile strength, total elongation and hardness. Although this combination proves useful, a better set of properties would be yield-point elongation, yield strength, work-hardening exponent (n-value) and total elongation (calculated by a computer-controlled tensile-test machine).
In summary: Any opinion and any solution without data are simply guesses. Valid, high-quality data will help metalformers reduce tryout time, speed problem solving and produce consistent and robust stampings. MF
Stuart Keeler, Peter Ulintz and Patricia Miller will present PMA’s High Strength Steel seminar on April 9-10, 2013, in Brownsville, TX. Learn more and register to attend at www.pma.org/meetings.
Technologies: Quality Control