Don't Believe Everything You Read
January 1, 2011Comments
January is a time when many technical articles and
columns review successes or failures of the past year. Others provide suggestions on how to improve (insert your own topic) during the coming year. This month’s column will present some metalforming statements that sound technical but are incorrect. Oversimplification can create a wrong statement. Others may originate from press-shop legends or war stories. Some were not proofread. The following statements need to be corrected regardless of the source.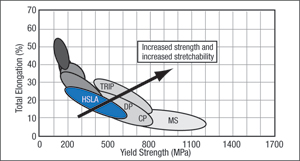
Fig. 1—The arrow indicates the higher strength and higher total elongation of the AHSS compared to traditional HSLA steels.
• Stamping AHSS (advanced high-strength steel) can be challenging, as it has a higher strength and lower formability than conventional steel.
The first problem is the definition of conventional steel. One can als set up an undefined apples and oranges comparison and make whatever argument they wish. If you limit conventional steel to aluminum-killed draw quality (AKDQ) or the current designations of forming steel (FS) and drawing steel (DS), high-strength low-alloy (HSLA) steels will have higher strength and lower formability. Unfortunately the author is comparing a high-strength steel against a low-strength steel—apples versus oranges.
However, when discussing AHSS, HSLA becomes the conventional steel. When one compares AHSS against HSLA steels, the higher strength and lower formability statement is incorrect. The WorldAutoSteel (association of steel companies around the world) states that two targets are achieved with AHSS (Fig. 1). The first target is types of AHSS with better formability (stretching and bending) compared to equivalent yield strength HSLA steel. This is accomplished by the dual phase (DP) and transformation induced plasticity (TRIP) steels. The second target is different types of AHSS with higher yield strength that have equivalent formability of HSLA steel. These steels are the complex phase (CP) and martensitic sheets (MS). The diagonal arrow in Fig.1 clearly illustrates that AHSS have higher strength and greater formability than do HSLA steels when compared by yield strength. A similar curve for tensile strength shows the same results. The vertical axis in Fig. 1 is total elongation, related to bendability. Similar graphs can be created for stretchability based on the n-value, dome stretch test, milled hole expansion or other stretch-based tests. For the future, simply remember that metallurgists created the new AHSS microstructures specifically to make them stronger and more formable, to allow more complex part designs