





Do You Use 1008/1010-Grade Steel?
January 1, 2008Comments
The 1008/1010 grade of steel has been commonly ordered and shipped over decades to the automotive industry. As a result, other industry OEMs and their Tier One, Two and Three part suppliers use this grade. Any in-depth attempt to understand this very unusual grade quickly leaves one very confused.
The first major problem is how this grade of steel is composed of two separate grades of steel—1008 and 1010. Unfortunately, these two grades have conflicting chemical property ranges for the four chemical elements reported in the “certs” for each heat of steel.
 |
| Table showing specified chemistry ranges. |
The second major problem is that a wide carbon range from 0 to 0.13 percent encompasses a number of different types and grades of steel with different formability ratings, as detailed in the schematic. Assume the part print specifies the 1008/1010-grade steel. After initial die trials, both the steel supplier and user agree that the required grade is an AKDQ (DS or FS) grade of steel with a carbon content of 0.040 percent and a high-side workhardening exponent (n value). That grade of steel works very well during the first five months of production. However, the original steel supplier cannot support greatly increased production volumes.
The buyer now purchases additional steel from another supplier using the part print specification of 1008/1010-grade steel. The new steel arrives with a much higher carbon level of 0.10 percent. The yield strength is higher and the n value is significantly lower. The stamping tears. In answer to a complaint, the steel supplier states that the order was 1008/1010-grade steel and that the shipment was 1008/1010-grade steel. Nothing in the 1008/1010 specification mentions mechanical properties or forming parameters.
The fundamental question now is, who created the 1008/1010-grade steel and why? The origin appears to be the automotive industry. One plausible explanation for such a grade was the need to set chemistry boundaries to keep the steel weldable. The first two elements of the 1008/1010 specification also are the two key elements in the carbon equivalent (CE) equation that determines the weld capacity of the steel. One common version of the equation is:
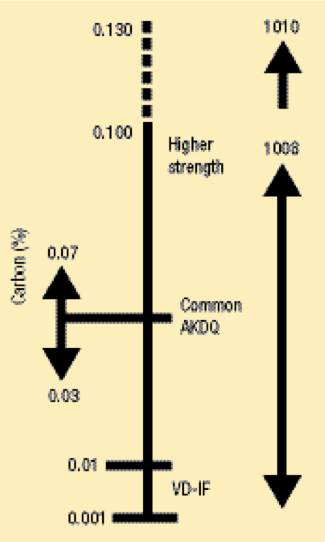 |
| Schematic showing some of the steel types within the 1008/1010 steel. |
CE% = C% + Mn%/6 + (Cr%+Mo%+V%)/5 + (Ni%+Cu%)/15
A lower CE means that the steel has more weldability. The equation also makes it obvious why many higher-strength steels—especially high-carbon grades—often have weldability problems. For example, a CE less than 0.14 percent means that the steel has excellent weldability. Values between 0.14 and 0.45 percent predict moderate problems. Above 0.45 percent, extreme complications occur with probable weld cracking. The simple 1008 specification has upper limits of C = 0.10 and Mn = 0.50 percent. The CE for this grade already is 0.18 percent without considering any contributions from the other five elements.
When obtaining additional steel or other metal alloys from a new supplier for a part currently in production, one often has to go back and start die tryout again. A trial coil may satisfy the 1008/ 1010 grade, but the coil could have a wide range of possible mechanical properties. The odds of successful forming without splits are low. Obtaining a part within tight dimensional limits is almost impossible.
If a part is running successfully, why not order the new material to the mechanical properties that already allow successful forming? Lack of valid data usually means that one must reinvent the wheel. Nobody can afford the time and cost required to travel that route. Even SAE and ASTM are including recommended property ranges in some of their recent specification changes. However, the ultimate path to success is asking the die what are the required forming properties and then ordering sheetmetal with those properties. Companies are doing exactly that today.
If you know the true origin, intent and proper use of the 1008/1010 steel grade, please send your information to the editor, Brad Kuvin, bkuvin@ pma.org. MF
Technologies: Materials, Quality Control
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted. Quality Control
Quality ControlAscential Technologies Appoints Divisional CEO to Specialty ...
Wednesday, April 24, 2024
Brinell, Rockwell and Vickers Hardness Testing: Use and Misu...
Daniel Schaeffler Friday, April 1, 2022
 Quality Control
Quality ControlTroubleshooting Sheet Metal Forming Problems, Part 2: The St...
Daniel Schaeffler Friday, February 26, 2021
 Quality Control
Quality ControlCobot Setup Offers Pick-and-Place for Material and Product S...
Wednesday, April 29, 2020
 Video
Video