Develop Die-Damage Curves to Avoid Breakage
April 1, 2014Comments
When flying, do you look out at the airplane engines and wonder if they’ll continue to perform until you return safely to the ground? Or, do you sit back and relax, confident that the engines are being carefully monitored against a curve showing accumulation of damage as a function of flying hours?
Consider one such curve (Fig. 1), which shows that the amount of stamping die damage increases proportionally against use until attaining a critical mass of damage (point C). At this point we expect the die to fail; the curve dictates that the dies undergo maintenance well before reaching the critical point.
How many press shops running long-term dies use similar curves to track die damage? And, how many shops then schedule preventive die maintenance before reaching point C, to avoid major stamping rejections? Many changes in the die during production can cause damage to stamped parts, and rejection. Stamping dimensions can vary due to die wear or changes in component alignment. Friction that controls sheetmetal flow within the die depends on die-surface roughness and die temperature. Interaction of the 40 or more forming-process inputs will determine whether the damage curve has a desired shallow slope or a dangerously steep slope.
During a recent afternoon tour of a large automotive stamping plant, our group walked by the plant’s medium-sized die-build and repair shop. The repair shop was empty, with all of its machines idled. When asked why, our guide said that the shop “had completed all of the scheduled maintenance jobs in the morning, because they were minor jobs.” Note the emphasis on “scheduled maintenance,” and the implication that crash jobs on broken dies never occurred.
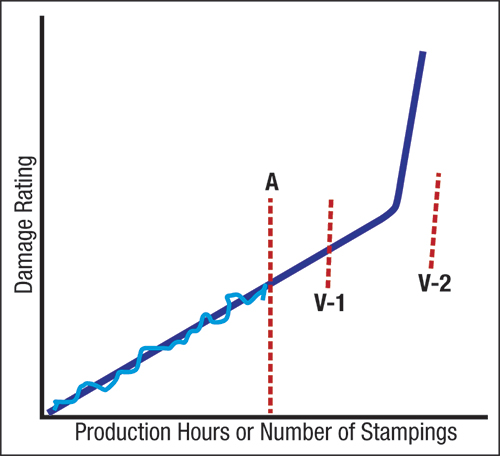
This topic was a case study during a recent PMA seminar on press-shop troubleshooting. We studied a die-damage curve (Fig. 2), which indicated (point A) the need for timely preventive action. In this study, maintenance requires five days, and the job runs 20 shifts per week, preventing the stamper from stockpiling stampings.
Discussion question: If the customer has a scheduled two-week vacation shutdown at V-1, is there a problem? Everybody in the class answered “no,” because maintenance could easily be performed during those two shutdown weeks.
Real-world problems usually find a customer vacation shutdown at V-2 or greater. Now there are two possible answers: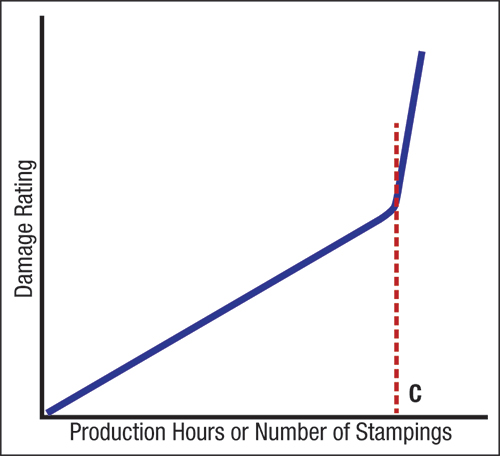
Fig. 1—The Damage Curve defines how much damage is done to the die based on prior stamping measurements. At time C, sudden excessive damage or breakdown occurs.
1) Call the customer and tell them you will have to shut them down within the next three weeks; or
2) Do nothing and keep running until the die can no longer produce acceptable stampings, then call the customer with the bad news.
Most in the class suggested a third response:
“You cannot take the customer down,” they said, but failed to come up with any alternative solution.Just as every airplane engine has a unique damage curve, so do stamping dies. First, determine the stamping failure mode. For example, if stampings exceed dimensional variation due to die wear, construct a damage curve by taking die measurements of a refurbished die at incremental times from start to failure. Plot these measurements against production hours or number of stampings. To protect against other failure modes, plot the second and third most severe failure modes as separate graphs.