






The Role of Synthetics
Synthetics still represent the cleanest choice, and so remain an important lubricant option for many applications. Some synthetics “wet” or “sheet” better on oiled steel than do emulsions. However, compared to oils and emulsions, water-based synthetic lubricants may require additional application within multistation dies to compensate for their reduced film strength and carry-through.
Newly developed synthetics contain phosphorous as an EP additive and polymer additives to enhance their tenacity throughout forming processes. This enhances their performance in the press and helps prevent corrosion on uncoated steel products.
Neat Oils and Oil-Based Emulsions for Coated Steels
Zinc-coated steels require a fresh approach to stamping lubrication. Zinc protects steel in two s: it acts as a physical barrier to oxygen and moisture and as a sacrificial anode to the iron. For stamping these steels, neat oils provide the best anti-corrosion properties because the oil residue is impervious to moisture, and oils create low conductivity.
 The next-best alternative: oil-based emulsions, which can be made water-soluble with additives and emulsifiers. Emulsifiers are polar, with an affinity for water and oil. In effect, microscopic droplets of oil are dispersed and stabilized in water. As a residue on parts, water evaporates and leaves an oily film that protects against oxidation. For use with multi-metal substrates, it is important that the lubricant not contain high levels of alkaline additives.
The next-best alternative: oil-based emulsions, which can be made water-soluble with additives and emulsifiers. Emulsifiers are polar, with an affinity for water and oil. In effect, microscopic droplets of oil are dispersed and stabilized in water. As a residue on parts, water evaporates and leaves an oily film that protects against oxidation. For use with multi-metal substrates, it is important that the lubricant not contain high levels of alkaline additives.
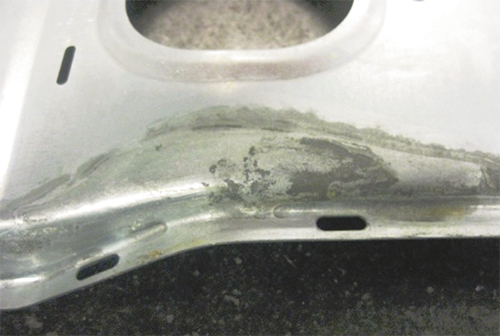
Synthetic lubricants form solutions in which the additives are dissolved in water. As a residue, most do not create a vapor phase to protect the substrate. Typically these products rely on amine salts for corrosion protection of ferrous alloys. The alkalinity of these salts creates conductivity that can promote galvanic reaction, which accelerates the oxidation of the zinc to form zinc oxide, or white rust. If the residue is tenacious, such as with many synthetics designed for HSS, the oxidizing effect can be exacerbated from the presence of higher film coatings. Where parts are in contact, the presence of water and alkaline salts creates a galvanic reaction in which severe corrosion can occur.
In galvanealled steel, iron is present in the zinc substrate. This alloy-like substrate makes this steel even more susceptible to galvanic reaction. Eventually, zinc oxide can react with the soap complexes in synthetics to form an insoluble zinc stearate that bonds with the substrate. In this condition, it is difficult to physically remove the corrosion with Scotch Brite pads. If removed, pitting or staining to the base metal remains.
Lubrication Application
Stampers can select from a number of lubrication options to avoid corrosion concerns when stamping zinc-coated steel. Most European automotive OEMs ask their suppliers to use neat oils when stamping parts. Volkswagen, for example, mandates that suppliers use oil (with one exception, a Fuchs emulsion called Montgomery DB 4265C); BMW requires the use of oil in all new-model stampings.
Neat-oil stamping lubricants still dominate the European and Asian markets. The trend toward oil is driven by the need to eliminate corrosion, especially on zinc-coated steel. Thixotropic prelubes and hot melts are becoming more readily available. These products contain levels of microwax that prevent oil migration on coils or blanks. As a result, the coating is uniformly light and coils do not seep oil. These high-lubricity coatings usually do not require lubricant application at the press. In more difficult operations, compatible oils known as spot lubricants can be applied strategically for ancillary protection.
North American stamping companies have traditionally applied lubricant at the press. Here, new light-viscosity oils are available that are approved by most OEMs. These products provide high-performance lubricity and can be applied through traditional methods. While disposal can be more expensive than with previously developed lubricants, typically the volume of disposed lubricant is substantially reduced when compared to the use of water-miscible lubricants.
The characteristic film strength and tenacity of neat oils usually requires less-frequent and lower-volume application, and many formulations are designed to not drip from parts or presses. They eliminate any potential reactions with hard water and will not develop microbial issues. The driving feature is their ability to protect bare and zinc-coated steel from corrosion.
Tight Nestling, and Other s to Prevent Puddling
Historically, North American stampers use water-miscible lubricants. Here, costs can be substantially reduced by diluting these products with water. Whether the oil is derived from petroleum or plants, many of these emulsions provide substantial anti-corrosion protection. This characteristic can be increased by stacking parts in a manner that avoids lubricant puddling, or tight nestling.
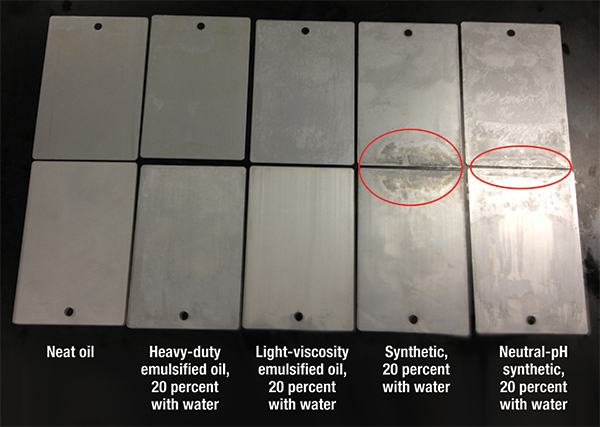
Better yet, work to optimize application to avoid excessive residue. This strategy proves most important when working with synthetic lubricants. Stampers must avoid saturating parts when using these water-based products. Galvanealled steel is most prone to corrosion in this condition, but even galvanized and bare steel can corrode when overly wetted with synthetics.
Some synthetic lubricants have reduced alkalinity, and may be designed with poor wetting characteristics so that lubricant beads off the part. These conditions reduce the exposure to conductive films and improve compatibility with zinc-coated steel. However, alkalinity in synthetic lubricants provides the primary anti-corrosion properties on ferrous metal. Also, poor wetting characteristics may require excessive reapplication or may lack the film presence required for severe stampings.
A select few synthetic lubricants provide synthetic vapor barriers or may provide controlled passivation of zinc. These products reduce the risk of corrosion, but none outperform neat oils or even some emulsions. MFView Glossary of Metalforming Terms
See also: FUCHS Lubricants Co.
Technologies: Lubrication

