The Impact on Lubricant Performance
For metal formers, it’s important to understand how the expanded use of newer, higher-strength steels and aluminum alloys can affect the performance of lubricants during forming. Most HSLA and AHSS grades can have carbon content typical of low-carbon steels, or levels less than 0.20 percent. Ferrite, manganese, silicon, chromium, molybdenum, boron, vanadium and nickel also are used in various combinations to increase steel hardenability. Typically, these materials work-harden during forming—their strength increases as they deform. Ductility is reduced, and forming creates more friction in the die. As a result, metal forming lubricants that suffice for forming mild steels may not perform as well when stamping HSLA steels or AHSS grades.
During the 1970s and ’80s, many metal formers adopted the use of water-based synthetic lubricants. These lubes addressed environmental concerns, and also improved the effect of lubricants in post-processes such as welding and cleaning. But, as part production evolves from mild steels to higher-strength grades, stampers should reevaluate their lubricant selection.
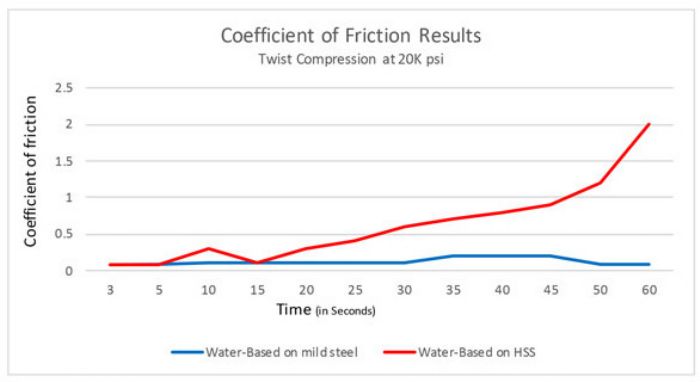
For example, consider a series of tribology tests (Fig. 1) that compared the performance of a water-based synthetic lubricant on mild steel and on an HSLA grade. On mild steel, the coefficient of friction (CoF) remained below 0.2 throughout the test, while on high-strength steel the CoF increased to 2.0 during the test. Generally, water-based lubricants can lack film strength, and formulators are not able to use high concentrations of extreme-pressure (EP) additives. Without these characteristics, the lubricants can lose viscosity and general stability as work hardening and increased friction occurs.
Lubricant Solutions for Stamping Higher-Strength Steels
 To address these concerns, lubricant providers have developed synthetic products that will perform well for forming HSS and AHSS grades. By incorporating heat-resistant additives and devising new methods to increase the amount of EP additives in water-based lubricants, newer synthetic lubricants can perform well during stamping of high-strength steels.
To address these concerns, lubricant providers have developed synthetic products that will perform well for forming HSS and AHSS grades. By incorporating heat-resistant additives and devising new methods to increase the amount of EP additives in water-based lubricants, newer synthetic lubricants can perform well during stamping of high-strength steels.
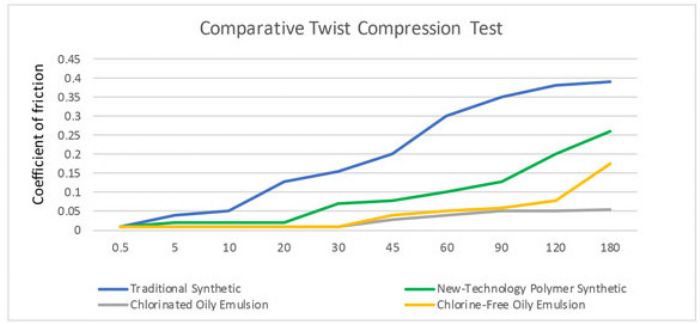
Other types of lubricants have been found to perform even better on these steels, including oily emulsions with chlorinated paraffin. However, these lubricants can prove difficult to clean from parts, and chlorine has been prohibited in some areas of the world, such as Europe. Further, in 2015, the U.S. Environmental Protection Agency indicated that it may soon prohibit the use of chlorinated-paraffin-based lubricants in the United States. This warning led lubricant suppliers to develop high-performing lubricants without the use of chlorine, in most cases replacing chlorine with a combination of sulfur and phosphorous additives, with added boundary additives. Field experience and tribology testing on HSS and AHSS have shown that these chlorine-free oily emulsions can, in some cases, outperform water-based synthetics, and will perform nearly as well as chlorinated oily emulsions (Fig. 2). While some of these products may cost more per gallon than older-generation lubricants, the wrong choice in lubricant when working with HSLA, HSS and AHSS grades can lead to costly die damage and diminished part quality.
Challenges With Aluminum
BIW parts and closures are the most likely areas to experience increased aluminum sheet metal use in the coming years. However, aluminum grades exhibit poor stretch and elongation properties, so they can be very difficult to form. Therefore, lubrication will play a critical role.
Lubricants used to form automotive-BIW parts and closures, whether steel or aluminum, typically require strict adherence to OEM-approval testing. In the past, while a lubricant’s compatibility with aluminum may have been required, the focus of these approvals, and the lubricant suppliers’ formulas, primarily focused on steel. Today, however, as the use of aluminum in automotive stampings increases, it’s important to understand that a lubricant designed for use on steel may not be the best choice for forming aluminum.
For starters, the topography of aluminum is much smoother than that of steel, especially zinc-coated steel. The peaks and valleys of a steel surface allow lubricant to deposit and be present during forming. However, an aluminum surface lacks these valleys. Lubricant cannot pool on the surface, and instead will run off of an aluminum blank before it can provide protection during the stamping process. Therefore, lubricant suppliers use polar additives in their formations for aluminum stamping that help attract the lubricant to the aluminum surface, and also work to optimize the lubricant’s wetting properties to help the lubricant spread uniformly across the blank.
EP Additives Won’t Work on Al
As noted earlier, lubricants designed for steel typically incorporate EP additives, such as chlorine, sulfur and phosphorous. These additives react, at specific temperatures generated during stamping, with the ferrous material in the steel to form a metallic salt which then provides protection during stamping.
Aluminum lacks the ferrous material needed to create this protective metallic salt, and, therefore, will not benefit from lubricants containing EP additives. Instead, formulators include boundary additives (such as lard and esters) that improve lubricity and enable stamping of aluminum sheet. These lubricants provide substantial polarity and good film strength, and will develop a sound physical boundary to prevent galling.
In addition to replacing EP additives with boundary additives, lubricants for aluminum typically must have a lower viscosity than those for steels. Heavy-viscosity lubricants can create a hydraulic effect and make it difficult to separate aluminum blanks as they move from the blank stack into the press. For stamping aluminum, select a lubricant with a viscosity less than 25 cSt at 400 C, and which contains effective boundary additives to compensate for the loss of protection from viscosity.
Al Compatibility with Adhesives
Finally, aluminum can be difficult to weld, so OEMs often rely on adhesives to join stamped aluminum parts. Whether welding or adhesive-bonding, assembly often occurs before part washing, which means the presence of lubricant. Therefore, be sure to test the metal forming lubricant of choice for compatibility with the adhesive.
Four lubricant characteristics can affect compatibility with adhesives:
- Viscosity—heavier-viscosity lubricants can interfere with the adhesive bond.
- Coating weight—heavy or inconsistent lubricant application can interfere with the adhesive bond.
- Polarity—the polarity of water-based lubricants can be incompatible with adhesives. Instead, oil-based lubricants are preferred.
- Composition—some additives can attack the adhesive bond. Ironically, some of the best additives used to increase lubricant polarity, such as esters, can cause the most damage to adhesive bonds.
Next month, in Part Two of this article, we’ll discuss in greater detail lubricant strategies for stamping aluminum BIW parts and closures. MF
Industry-Related Terms: Run,
Surface,
Viscosity,
Work Hardening,
Blank,
Die,
Ductility,
Ferrous,
Form,
Forming,
Hardenability,
AlloysView Glossary of Metalforming Terms
See also: FUCHS Lubricants Co.
Technologies: Lubrication







 While HSLA, HSS and AHSS grades have become important materials to reduce vehicle weight and increase fuel efficiency and safety, OEMs continue to pursue a mixed-material approach that includes searching for applications to replace steel with aluminum―body-in-white (BIW) panels and closures, for example.
While HSLA, HSS and AHSS grades have become important materials to reduce vehicle weight and increase fuel efficiency and safety, OEMs continue to pursue a mixed-material approach that includes searching for applications to replace steel with aluminum―body-in-white (BIW) panels and closures, for example. 
 Webinar
Webinar