 The production part runs on a 3000-ton transfer press, and when using the predictive simulation tools, those loads are assumed to be applied through the press centerline. “However, by using the Loadgard and load-cell setup,” Millioto says, “we can confirm that the dies shifted toward the front of the press, in turn shifting the loads in the same direction. We have used this work to develop a predictive tool to create a tonnage profile through the entire stroke that also can take into account the eccentric loading. That allows us to then better determine what press-tonnage rating will best meet the customer’s forming needs, without overloading our presses.
The production part runs on a 3000-ton transfer press, and when using the predictive simulation tools, those loads are assumed to be applied through the press centerline. “However, by using the Loadgard and load-cell setup,” Millioto says, “we can confirm that the dies shifted toward the front of the press, in turn shifting the loads in the same direction. We have used this work to develop a predictive tool to create a tonnage profile through the entire stroke that also can take into account the eccentric loading. That allows us to then better determine what press-tonnage rating will best meet the customer’s forming needs, without overloading our presses.
“What’s most important to understand, and what might be the most useful lesson we’ve learned by using the Helm instrumentation,” he continues, “is that the developed press tonnage and the tonnage required to form a specific part are very different. Another equally important finding is that bottom dead center (BDC) is not a unique event.”
Millioto and the team have identified three unique events that can be measured and defined as BDC by different users. “First,” he explains, “occurs when we run our test and place two load cells next to the die on the bolster. This allows us to capture the moment the die reaches the closed position. In a production tool it would be the moment where bottoming or stop blocks come into contact. By bringing the press ram down just enough to touch the load cells, we can define the die-closed position. This is important because it identifies the first of the three measurable BDC events, and the moment the predictive forming-simulation analyses end.”
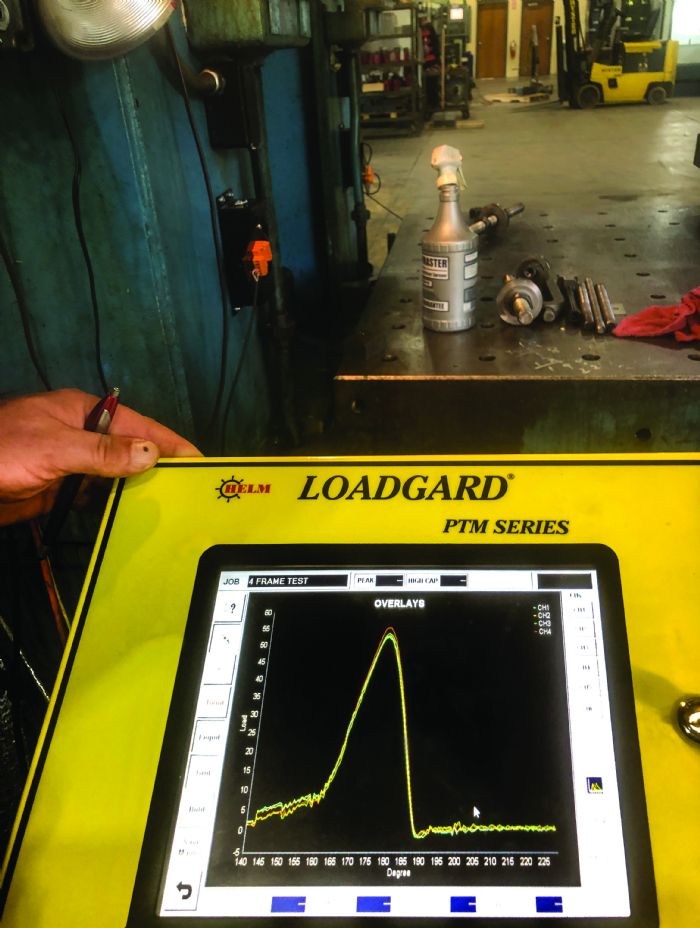
 Explaining further, Millioto says that during an actual test cycle, Helm instrumentation mounted to the columns of the press gather tonnage data. The resulting tonnage curve illustrates the load that the press delivers to the test die and load cell, and just how much of that press tonnage is exerted after the die has closed.
Explaining further, Millioto says that during an actual test cycle, Helm instrumentation mounted to the columns of the press gather tonnage data. The resulting tonnage curve illustrates the load that the press delivers to the test die and load cell, and just how much of that press tonnage is exerted after the die has closed.
“When we placed Gen 3 780-, 980- and 1180-MPa steels into the die,” he explains, “we see that during the forming portion of the stroke, it takes more tonnage to form the higher-strength grades. But, as the press ram descends and reaches the die-closed position, the peak press tonnage is the same regardless of the material being formed. Once you bottom out, you’re just elongating the press and compressing the die, and that the peak tonnage relates more to the die setup than to the material properties.
“At the same time we collect the press-tonnage curve, we also record the tonnage exerted by the nitrogen system,” Millioto adds, “so we then can take the press tonnage of a single press stroke and subtract the tonnage that went to the load cells and the tonnage required to compress the nitrogen system, since that tonnage is not being applied to the part, and we are left with a better estimation of the true forming tonnage for that part.”
|
- Press tonnage is a function of press-setup parameters
- Peak press tonnage does not increase proportionally with material properties.
- Peak press tonnage is achieved through the elongation of the press.
- Bottom-dead center is not a unique event.
- Total press tonnage is not equal to the forming force. Forming tonnage = press force – load-cell force – nitrogen force.
- Eccentric loads require additional energy to form similar part shapes.
|
Going back to the tonnage and motion curves, Millioto also explains that he also can observe the point in the stroke where the ram is at its closest proximity to the bolster. This defines the second measurable BDC, one used by press manufactures as their definition of that event.
The third BDC? “That’s defined as the moment we record the peak press force,” he says. “This often is the press shop’s definition of BDC, and while it may not be intuitive, these three events all can be measured as occurring at separate points in time during the stroke.
Tonnage Monitoring Helps Manage Eccentric Loads
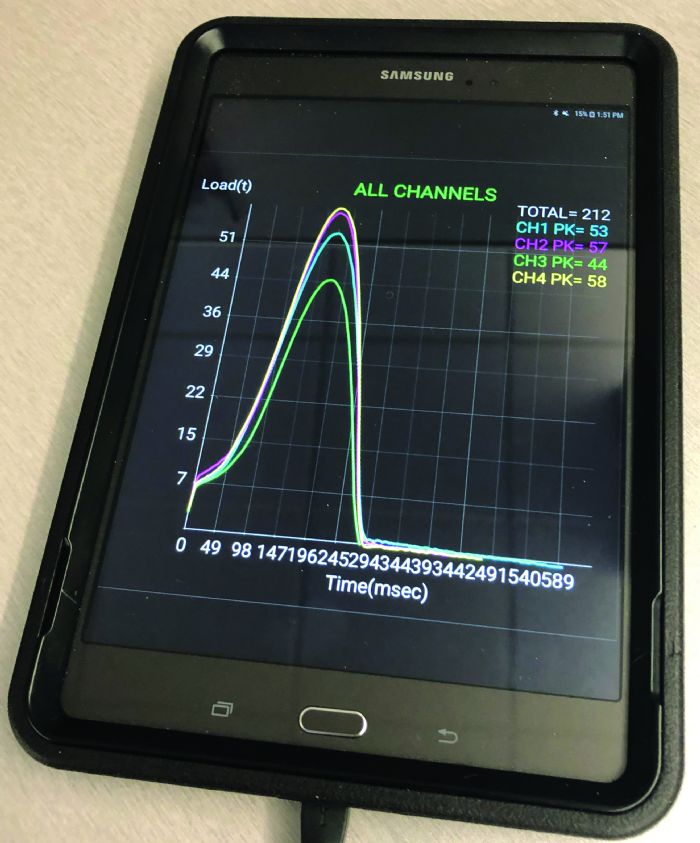
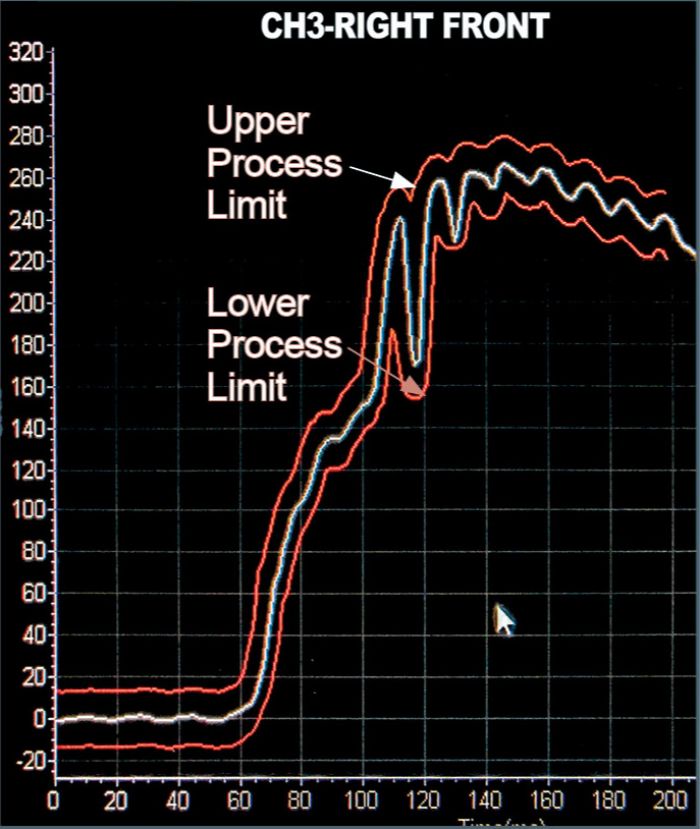
With eccentric loads, Millioto and his team can leverage the tonnage monitors to provide exact readings at the four corners of the press, so that at any point in time they can calculate the precise location of the centroid of the press force. “Whether the die is on or off center, we can use the data to get a general feeling for the centroid location,” he says.
Millioto uses the Helm PTM Loadgard for all of his testing, a six-channel unit for in-die monitoring. In addition, Martinrea has several presses outfitted with four-channel Loadgard setups throughout its stamping facilities, including its plant in Jonesville, MI, where its Helm press controls feature built-in tonnage monitoring and die-protection inputs. They’re also equipped for plant-wide reporting and alarm notification.
Continuing his thoughts on using the through-the-press-stroke tonnage monitors for understanding eccentric loads, “by using the tonnage data coming from the four corners of the press,” Millioto says, “we then can calculate the X-Y-Z location of that force for every moment in the press stroke. This gives us a greater ability to ensure that the tonnage being generated during the forming process does not exceed the press capacity at that location at that moment, which in turn teaches us how powerful our presses must be in order to handle these new steels. Without that ability, we only could compare the bottom tonnage to the press’s tonnage rating.
“Everyone has small presses making small parts, and has plenty of backup presses when needed, but when it comes to making larger parts on bigger presses, backup press capacity is rare,” he continues. “If we can stamp higher-value parts using our current capital equipment, that’s ideal and we can chase those jobs. Right now, however, the software tools say that this can’t be done, so we’re working beyond the math and gathering real data from the presses.”
More Applications for Tonnage Monitoring
Martinrea also is investigating the use of tonnage monitoring to gauge tool wear, “where we can see a predictable decrease in the flanging tonnage as trim steels wear,” says Millioto. “I can instrument the piercing and flanging steels and obtain tonnage readings over thousands of hits, and document that as the trimming tools wear, the press tonnage required to flange the edge also drops. This is because of the increase in the size and frequency of the resulting ‘nooks and crannies’ created in the trimmed panel. We hope that we can use the tonnage data to signal the time we need to perform preventive/predictive maintenance, or to alert the press operator to pay closer attention to part quality.”
Millioto offers an example of how Martinrea has taken the results of his team’s R&D efforts to the production floor with a new set of transfer dies slated to run in a 3000-ton press, equipped with a Helm PTM Loadgard. The production team has expressed concerns about the press’s forming limits.
“To help evaluate the capacity of that press as related to this new set of tools, we placed each section of the die individually into the press and took a hit without any material in the die, recording the tonnage,” Millioto says. “We then placed the production material in the die and took another hit, and by adding the individual tonnage curves together we found that the tool would run, at close to the preferred 80-percent press-tonnage capacity.
“Equally important,” Millioto continues: “We saw an initial tonnage spike when cycling the press without any material in the die, indicating that there was a hard interference in the die during the stroke. That led us to verify the die’s construction against the design intent to try to understand the cause of the tonnage spike.”
This reevaluation process allowed the team to recoup a few hundred tons of press capacity. “Without the through-stroke tonnage-monitoring capability,” Millioto says, “it would be difficult if not impossible to have discovered what was happening in the die. Adjusting the die’s construction by using the motion curves was our Rosetta Stone.” �MF
Note: Vince Millioto presented the findings of the work described above at Great Designs in Steel 2022; www.steel.org/wp-content/uploads/2022/06/Track-2-Session-6-Millioto-Martinrea.pdf.
Industry-Related Terms: Bottoming,
Center,
Compress,
Die,
Edge,
Flange,
Form,
Forming,
Gauge,
Piercing,
Ram,
Run,
Stroke,
Transfer,
Forming,
FlangingView Glossary of Metalforming Terms
See also: Helm Instrument Co., Inc.
Technologies: Materials, Sensing/Electronics/IOT, Software







 In Michigan, Millioto and his team have installed load monitors onto a 400-ton press to collect tonnage data to gain a better understanding of press loads during the forming process, including eccentric offset loads. Important to note: He emphasizes that there is a very distinct difference between the force delivered by the press and the force required to form a given part in the die.
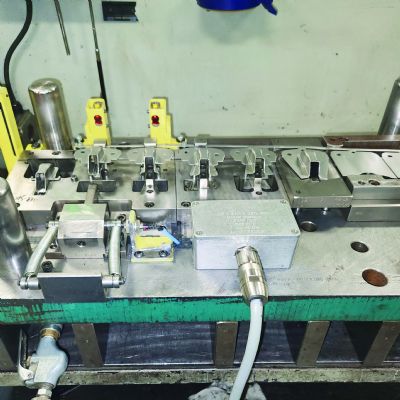
In Michigan, Millioto and his team have installed load monitors onto a 400-ton press to collect tonnage data to gain a better understanding of press loads during the forming process, including eccentric offset loads. Important to note: He emphasizes that there is a very distinct difference between the force delivered by the press and the force required to form a given part in the die. “We’re able to measure actual tonnages through the stroke,” Millioto explains, referring to the R&D work Martinrea is doing using a hat-section die set in an instrumented press that’s also capable of conducting eccentric-load studies.
“We’re able to measure actual tonnages through the stroke,” Millioto explains, referring to the R&D work Martinrea is doing using a hat-section die set in an instrumented press that’s also capable of conducting eccentric-load studies.