Automatic Tool Changer Boosts Efficiency
“In previous years, it was not uncommon for us to outsource $100,000-$200,000 of work annually due to our inability to handle larger sizes,” explains Simonson. “Since we purchased the bridge mill, we have not outsourced any jobs due to workpiece size, and by keeping this work inhouse we have saved 30-40 percent in outsourcing costs during one year’s time.”
Victory also takes advantage of the mill’s versatility by running a range of jobs with a variety of workpiece sizes, from small to large.
To improve efficiency, in August 2014, a custom 90-tool automatic tool changer (ATC), the first of its kind installed in the United States, was added to the mill. The ATC has greatly reduced set-up times and increased efficiency to meet tight-tolerance specifications versus Victory’s older machines, which only offer 24-tool selection. Typically, Victory uses 76 tools each day, so tool standardization is key to minimizing tool changes, saving time and reducing required programming.
“Setups are much quicker because the tools are already loaded into the machine,” says Simonson. “We calculated that we are saving more than $70,000 annually with the 90-tool ATC alone.”
Adds Meixell: “Most shops are trying to accomplish similar work with 30 or 40 tools. We have a dedicated set-up crew that is very impressed with the time savings as well as the advantage the ATC brings in more efficiently meeting high-accuracy requirements.”
Part Complexity No Problem
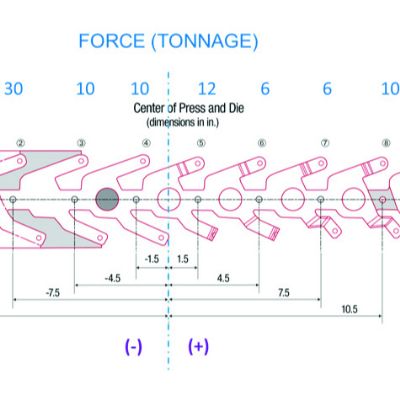
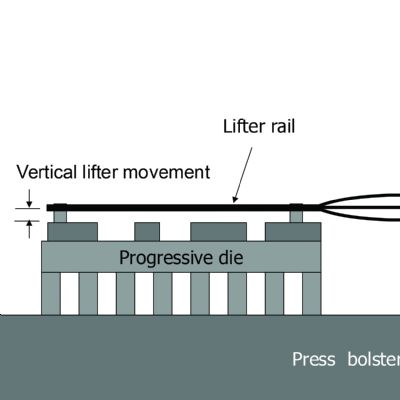
Victory tackles many complicated jobs, such as large, progressive stamping dies with tight tolerances and multiple, complex features.
“Some customers give us die specifications totaling 40 pages or more, so we have to be in close touch with them throughout the jobs in order to meet their part requirements,” says Meixell. “The complexity can be daunting, but having efficient machining capability inhouse with the new bridge mill has significantly increased our throughput and accuracy. We can collaboratively work with our customers who are confident with our capabilities, and so are receptive to our ideas that sometimes include alternative engineering/design methods.”
Acquisition of the Feeler mill has far exceeded Victory’s original expectations, with the company expecting an ROI of less than three years. Simonson and his team are impressed with the rigidity and reliability of the mill, and are confident enough to run the machine unmanned.
“We set up a job before a shift ends and run it lights out–sometimes to 20 hr. unattended,” Simonson says. “This allows an operator to multitask, and work on other jobs.”
And, as word has gotten around in the metalforming industry about Victory’s large bridge mill and its capability to take on a broader range of work, Victory is now taking on the machining of large plates.
“We are extremely pleased with our decision to bring in the bridge mill,” says Lynch. “Now we are able to take on new business and increase sales while reducing cycle time and scrap.” MF
Article provided by Methods Machine Tools, Inc., Sudbury, MA; tel. 978/443-5388, www.methodsmachine.com. Information also contributed by Victory Tool, Anoka, MN; tel. 763/323-8877, www.victorytool.com.
See also: Methods Machine Tools, Inc., Victory Tool, Inc.
Technologies: Tooling