






Die Materials and Wear in Stamping AHSS
January 9, 2010Comments
Part I: Die wear and die coatings
In many cases, forming pressures are increased on purpose to reduce springback, but this can contribute to increased tool wear and galling. Therefore, it is necessary to explore the use of new tool materials and surface modifications.
Tool Failure Types and Causes
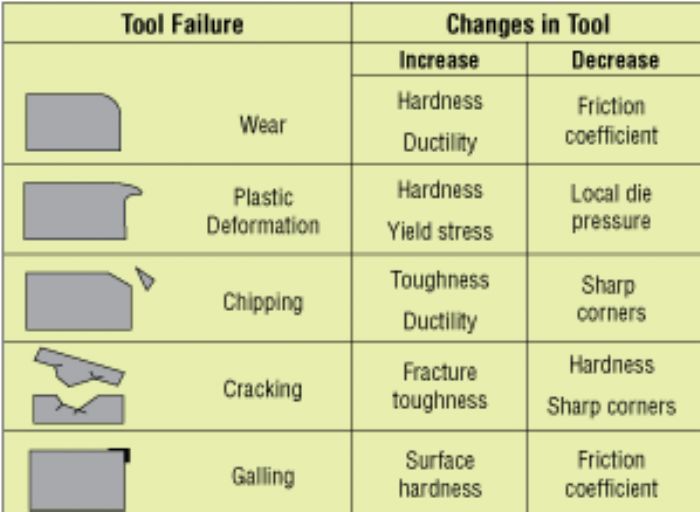 Fig. 1 summarizes the principal modes of tool failure related to die wear and the steps required to avoid these failures, defined as follows:
Fig. 1 summarizes the principal modes of tool failure related to die wear and the steps required to avoid these failures, defined as follows:
- Wear is damage to a solid surface involving loss or displacement of material. Wear is caused by sliding contact between the workpiece and tool. Two main types of wear are abrasive, caused by hard particles forced against and moving along a solid surface, and adhesive, caused by localized bonding between contacting solid surfaces and leading to material transfer between these surfaces.
- Plastic deformation is caused by contact pressure exceeding the compression yield stress of the tool material.
- Chipping is a result of stresses exceeding the fatigue strength of the tool material.
- Cracking is caused by stresses exceeding the fracture toughness of the tool steel.
- Galling is a form of damage caused by sliding of two solids. It often includes plastic flow, material transfer, or both.
Four main factors have an effect on these failures:
- Contact pressure—Local contact pressure between the sheet and tool affects all types of tool failure. As stamping of AHSS requires increased contact pressure, the probability to observe tool failures increases significantly compared to stamping milder steel grades. For a given sheet material, contact pressure can be reduced by die design, such as using larger radii or reducing the sheet thickness.
- Surface quality—Although the surface of the tool is much smoother than the surface of the sheet, the tool's surface quality affects galling. Polishing the tool surfaces before and after coating helps to reduce galling. The sheet's roughness has little influence on tool failure.
- Tool coating—The proper coating with a low coefficient of friction is crucial to reduce galling and tool wear.
- Lubrication—Forming AHSS requires better-performing lubricants, possibly with extreme-pressure (EP) additives, because of the high contact pressure and temperature that occur during the process.


 Video
Video