






Leveraging Servo Press Motion Profiles
October 23, 2024Comments
Have one or more servomechanical presses on the shop floor? If so, take to heart the four tips offered here to optimize productivity without impacting part quality or tool life.
Imagine achieving significant improvements in your stamping line with just a few strategic adjustments. Advanced servo press motion profiles can boost production rates significantly, but many stampers struggle to find the optimum settings. The key: understanding what happens at every degree of the press stroke.
This article explores practical strategies to help metal formers get the most from their servo presses, offering four tips for optimizing performance.
1. Slow Down Only When Needed
 A well-known servo press characteristic is the ability to adjust ram speed throughout the entire stroke, a feature that can enhance part quality and extend tool life. This flexibility provides a major advantage over conventional presses, which operate with a fixed speed during the full 360-deg. rotation.
A well-known servo press characteristic is the ability to adjust ram speed throughout the entire stroke, a feature that can enhance part quality and extend tool life. This flexibility provides a major advantage over conventional presses, which operate with a fixed speed during the full 360-deg. rotation.
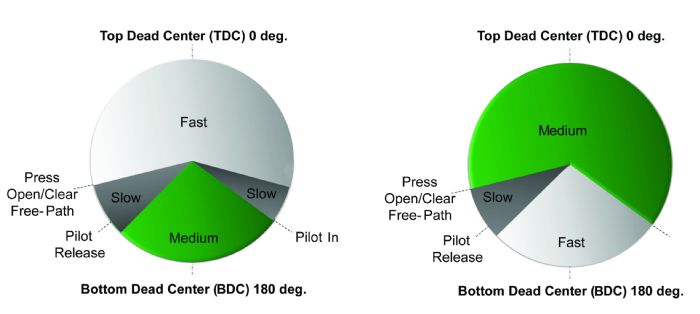
However, we see many metal formers reduce ram speed on their servo presses to arbitrary levels, typically between 120 and 180 deg. of press-shaft rotation. While slowing down can reduce impact speed and minimize reverse tonnage and snapthrough, it should be applied selectively. Excessive deceleration can decrease the production rate unnecessarily, while insufficient slowing can harm press and tool life, and affect part quality.
Thus, the key to dialing in the optimum speed for the highest production rate (Fig. 1) is defining the points throughout the stroke where slowing down proves beneficial. For example, look for angles where piercing or blanking occur, where lifters or risers are initiated, and where extra feed time is required.
Excessive speed during piercing or blanking will increase snapthrough and reverse tonnage. Speeds too high during the upstroke can lead to part instability, disrupting the feed process and potentially causing tool wear. Excessive ram speed during part feeding or transfer can result in inadequate time for these processes. And, excess speed at the critical angle can lead to excessive braking angle. Meanwhile, setting ram speed too low during drawing can create improper material flow for certain combinations of material, tool steel and lubricant.
2. Look at the Load Signature in the Tonnage Monitor
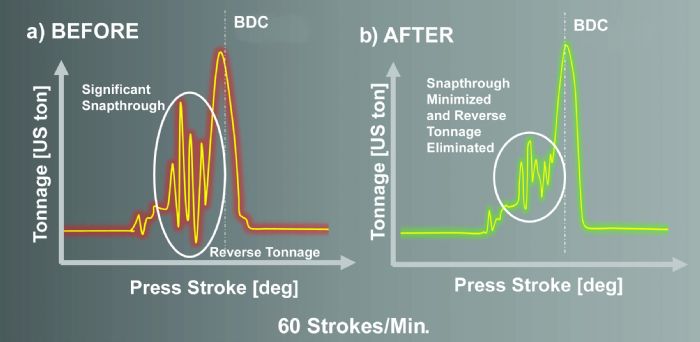 Metal formers should use the load-signature analysis to help define servo press speeds. Almost all servo presses have a tonnage monitor providing peak-load detection, a great tool for protecting the press and the tool from excessive loads. The most useful tonnage monitors are capable of providing load-signature analysis. Load signature not only indicates peak load, but it tracks the load evolution throughout the press stroke, useful for characterizing the process and for detecting anomalies.
Metal formers should use the load-signature analysis to help define servo press speeds. Almost all servo presses have a tonnage monitor providing peak-load detection, a great tool for protecting the press and the tool from excessive loads. The most useful tonnage monitors are capable of providing load-signature analysis. Load signature not only indicates peak load, but it tracks the load evolution throughout the press stroke, useful for characterizing the process and for detecting anomalies.
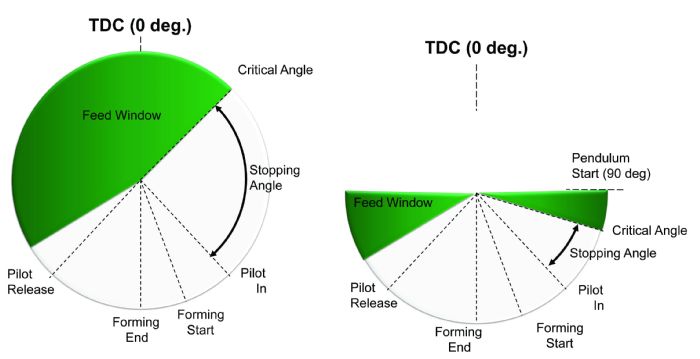 Pendulum mode on a servo press can increase production rates significantly by using only a partial rotation for each stroke rather than a full 360 deg., reducing cycle time. However, metal formers should take care when designing a pendulum profile, especially in regard to feed angle. An insufficient feed angle can cause erratic feeding, leading to misfeeds or forcing the press to slow down in order to allow the material to feed properly. Conversely, an excessive feed angle results in a larger pendulum motion that slows production due to wasted degrees in the press cycle.
Pendulum mode on a servo press can increase production rates significantly by using only a partial rotation for each stroke rather than a full 360 deg., reducing cycle time. However, metal formers should take care when designing a pendulum profile, especially in regard to feed angle. An insufficient feed angle can cause erratic feeding, leading to misfeeds or forcing the press to slow down in order to allow the material to feed properly. Conversely, an excessive feed angle results in a larger pendulum motion that slows production due to wasted degrees in the press cycle. 

