Why hydraulic? For starters, the ability to adjust stroke based on part-design requirements “is profitable for us,” says Krajna, noting that the new press’s design allows stroke length to vary from 36 to as little as 10 in., “which means there’s minimal air time,” Krajna adds.
The Automation Equation
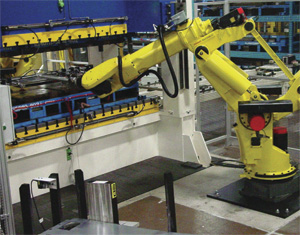
…features press-tending robots (refurbished Fanuc models) stationed at the front and back of the press. One robot feeds blanks into the die and the second robot moves formed parts out of the press and onto the bed of a press brake for additional processing. The production cell also includes automated conveying of stamped and fabricated parts to a manual resistance-welding station, where small reinforcement pieces are assembled to the panels.
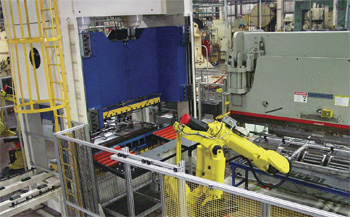
With the cell’s design calling for robots in front and back, dies must move in and out of the press through the window. Here’s where the flexibility afforded by a hydraulic press paid off yet again. To accommodate through-the-window die changes, Macrodyne customized its 400-ton 48-in.-bolster press to create 52 in. between uprights.
 |
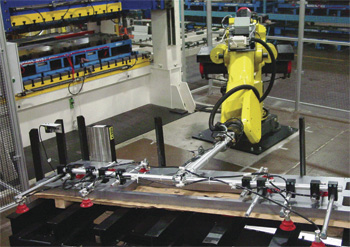
| A robot stationed at the rear of the hydraulic press moves stamped parts from the die to the bed of a 12-ft. press brake for additional processing. |
The switch to a hydraulic press also allowed Capitol to eliminate the use of lubricant on the blanks. “We’re able to complete three 90-deg. forms and extrude pockets in the tool using only the mill oil,” says Krajna, “which brings significant benefits.”
Among the benefits of a lube-free process: Capitol’s partner company Hartford Finishing, which powder-coats the panels, enjoys a much simpler and less costly cleaning process prior to coating; and manipulating the panels with robotics and end-of-arm suction tooling proves much more reliable, says Krajna, than if the panels were covered in lube.
A $1-Million Investment, with a Tight Timeframe
The production cell—a $1 million investment for Capitol Stampings—turns out 2500 panels/week running one shift/day. Cycle time through the cell—stamping, bending in a two-station press-brake setup, and manual resistance welding—is 45 sec. Tops on Krajna’s list of challenges to yielding A-1 part quality through the cell: bending a severe z-pattern on one end of the panels in the press brake.
“The part design prohibits the robot from maintaining its grip on the panel during bending in the brake,” says Krajna. “It has to let go, so we had to engineer and construct a system of programmed cylinders to follow and support the part during this bend sequence.”
The press brake is a 350-ton 12-ft. Cincinnati—refurbished and added to the cell by system integrator Promatech (also in Milwaukee). In fact, Promatech oversaw the entire cell’s specifications and acquisitions.
“We had only 6 months from when we specified the cell until launching production at our facility,” says Wenzel, “and Promatech played a key role in making that happen. Another critical success factor was Macrodyne’s use of online press diagnostics.”
"During initial trial runs through the cell, Macrodyne engineers were able to, from their offices in Canada, have complete visibility into our process,” adds Krajna. “They could recommend changes to any part of the process and even adjust the press programs on the fly. This was critical, because the press arrived at the plant just two weeks before the tools arrived, so we had little time to test it.”
This online and offsite technical support promises to continue to play a pivotal role as Krajna and his production team look to bring in additional work for the cell.
“We’ve already justified the investment in the automated production cell,” notes Krajna, “with an estimated 3-yr. payback period. In addition, with Macrodyne’s continued support, we view the cell as in investment in the future, based on its flexibility and adaptability to other jobs.” MFView Glossary of Metalforming Terms
See also: FANUC America, Inc., Macrodyne Technologies, Inc.
Technologies: Pressroom Automation, Stamping Presses