Choice: Servomechanical or Hydraulic Press
October 31, 2024Comments
Deciding between these two press types requires a thorough understanding of the abilities and limitations of both. Using a broad brush, a servomechanical press generally can cycle faster than a hydraulic one, while a hydraulic press typically can provide more power and flexibility.
Servomechanical presses provide more flexibility than traditional flywheel presses as they’re able to cope with a wider array of materials, applications and processes. Given the general appeal of flexibility, many metal formers want to know: Can a servomechanical press replace a hydraulic press?
To answer the question, it’s important to understand the abilities and limitations of both types of presses. Using a broad brush, it’s reasonable to say that a servomechanical press generally can cycle faster than a hydraulic press, while a hydraulic press typically can provide more power and flexibility.
Limitations of Servomechanical
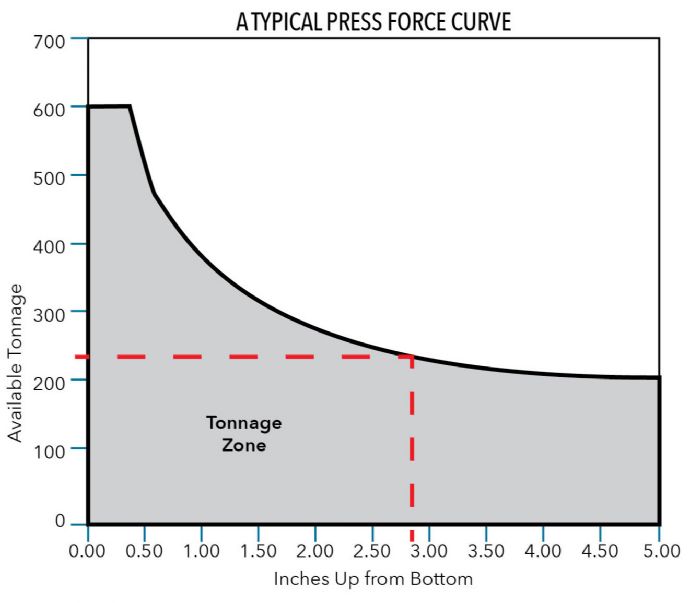
 Servomechanical presses face the same principles that limit traditional flywheel presses. For example, although a servomechanical press can apply a pulse mode to move the slide downward progressively and incrementally, and allow for better drawing, it still has limited tonnage depending on where in the stroke the ram engages the material. Conversely, a hydraulic press provides full tonnage at any point in the stroke. The term for a mechanical press is “rating point,” which means the point above bottom dead center (BDC) at which the press provides its full rated tonnage capacity. For example, a 600-ton press with a 0.50-in. rating point does not have the full 600 tons to work with until the ram descends to within 0.50 in. from BDC. At any point higher in the stroke, available tonnage is exponentially less. The tonnage curve of a mechanical press is exponential, not linear.
Servomechanical presses face the same principles that limit traditional flywheel presses. For example, although a servomechanical press can apply a pulse mode to move the slide downward progressively and incrementally, and allow for better drawing, it still has limited tonnage depending on where in the stroke the ram engages the material. Conversely, a hydraulic press provides full tonnage at any point in the stroke. The term for a mechanical press is “rating point,” which means the point above bottom dead center (BDC) at which the press provides its full rated tonnage capacity. For example, a 600-ton press with a 0.50-in. rating point does not have the full 600 tons to work with until the ram descends to within 0.50 in. from BDC. At any point higher in the stroke, available tonnage is exponentially less. The tonnage curve of a mechanical press is exponential, not linear.
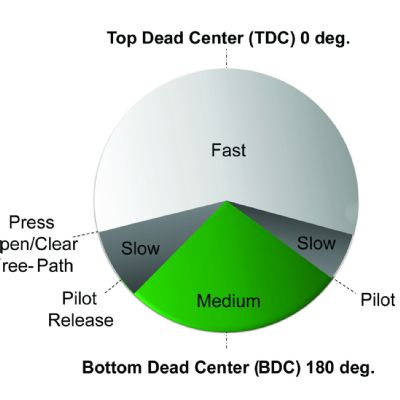
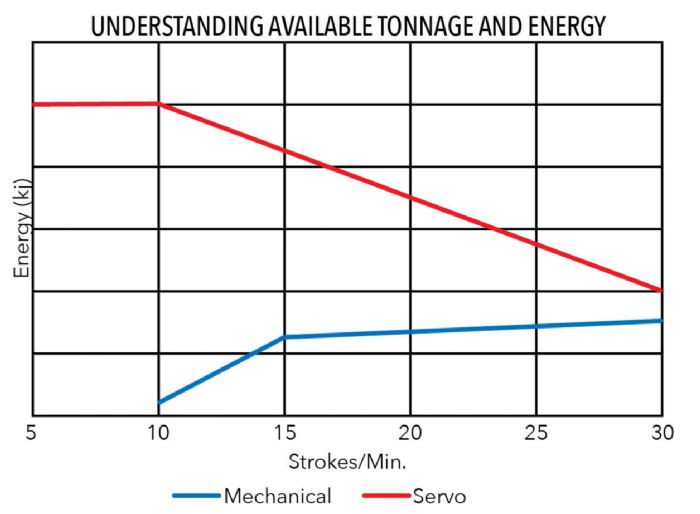
Another limiting factor of a mechanical press (servo or flywheel) is working energy—the ability to drive force (tonnage) through a distance. In a flywheel mechanical press, working energy comes from the spinning flywheel. When the clutch engages, centrifugal force is released through the crankshaft to drive the slide downward. In a servo press, the working energy is stored in capacitors and released into the servo motor to drive the slide. Usually, servo presses have full working energy within the middle two-thirds of the speed range. When running very slowly or very quickly, it will lack full energy capacity. Even when operating within the full working-energy speed range, only a finite amount of working energy is available. At a certain point, a mechanical press will not be able to continue driving material and will stall.
Hydraulic presses operate via pumps building pressure to drive the ram downward. While some press designs allow for dramatically increased speed, hydraulic presses typically cannot achieve the top-end speeds of mechanical presses. Mechanical presses can reach speeds to 2000 or more strokes/min., while hydraulic presses typically top out near 30 strokes/min.
In addition, hydraulic presses require large amounts of oil to operate compared to mechanical, and hydraulics require the use of consumable filters, cooling (air or heat exchanger), and various seals and O-rings to prevent leaking. Although hydraulic presses are simpler in their design, in that they only have a basic system of pumps, oil tank, valves and plumbing, they do require more upkeep than mechanical presses. That said, metal formers that neglect a hydraulic press will experience leaks and maybe failed pumps, but neglect a mechanical press and failure can be more serious—seized bushing, destroyed gears or compromised crankshaft.
The Good
 The biggest benefit of hydraulic presses is their flexibility, making them versatile workhorses. A hydraulic press is only limited by its tonnage-capacity rating and can be designed with almost unlimited forming axes from multiple directions. That means a hydraulic press can be designed to replace multiple mechanical presses all in one machine. It also can be outfitted with heated or cooled plates to enable warm or hot forming, forging and composite forming. And, when it comes to stroke profile, a modern hydraulic press provides optimum flexibility with regards to ram position and speed, stop/start point, forward or backward motion, and even programmed pressure control.
The biggest benefit of hydraulic presses is their flexibility, making them versatile workhorses. A hydraulic press is only limited by its tonnage-capacity rating and can be designed with almost unlimited forming axes from multiple directions. That means a hydraulic press can be designed to replace multiple mechanical presses all in one machine. It also can be outfitted with heated or cooled plates to enable warm or hot forming, forging and composite forming. And, when it comes to stroke profile, a modern hydraulic press provides optimum flexibility with regards to ram position and speed, stop/start point, forward or backward motion, and even programmed pressure control.