Modern press controls also can communicate with and send signals to equipment up and down the press line—feed lines, transfer systems and other auxiliary equipment. These machines in turn recall the matching recipe and initiate automatic adjustments for the next job. As a result, not only do setups occur more quickly and accurately, but labor is reduced. We eliminate the bending, stooping and turning of cranks, and the use of hand tools and other manual tasks, making setups easier and less tiring, and minimizing the risk of injury. And, for new hires, the job becomes more enjoyable, improving retention.
Improving Press-Line Availability
Improved setup accuracy provides more than just production efficiency, it also avoids errors that can lead to accelerated machine wear and even major mechanical damage to the presses. Proper setups, along with ensuring that the presses are working within their capabilities, will help avoid unscheduled maintenance and unplanned downtime.
Also easing the drain on the maintenance department are powerful diagnostic functions inherent in modern press controls that can identify faults causing a press to shut off. Often, this type of fault identification allows the production team to clear issues without assistance from maintenance. For example, consider an air line or piece of scrap that shifts and blocks a light curtain. Such a fault can be identified clearly on the press control and allow operators to resolve it themselves.
 In addition, even when a fault requires intervention from a skilled tradesperson or maintenance technician, information provided by the press control allows them to quickly identify the problem, especially when faced with intermittent shutdowns. Once identified, repairs often are simple to execute. Some machine controls even maintain a running history of the faults, including details such as when they occurred. Such detail can prove invaluable to technicians, preventing them from needing to spend hours at the press trying to capture the cause of an intermittent fault and instead allowing them to immediately begin making the necessary repairs.
In addition, even when a fault requires intervention from a skilled tradesperson or maintenance technician, information provided by the press control allows them to quickly identify the problem, especially when faced with intermittent shutdowns. Once identified, repairs often are simple to execute. Some machine controls even maintain a running history of the faults, including details such as when they occurred. Such detail can prove invaluable to technicians, preventing them from needing to spend hours at the press trying to capture the cause of an intermittent fault and instead allowing them to immediately begin making the necessary repairs.
Most recently, metal formers have begun to leverage artificial-intelligence (Al) capabilities of press controls, for machine-health monitoring. This technology provides predictive and even prescriptive capability to multiply the impact of the service team. For example, we can use analog sensors to detect and measure temperature, pressure, vibration, current draw and even sound, gathering and analyzing such data continuously. With AI monitoring and diagnostics available in real time, machine health and the prediction of future downtime occurs before a breakdown. AI-equipped controls aim to eliminate unplanned downtime altogether, allowing metal formers to task fewer technicians with equipment-maintenance functions while keeping machine availability at all-time highs.
Sensors to Monitor the Process
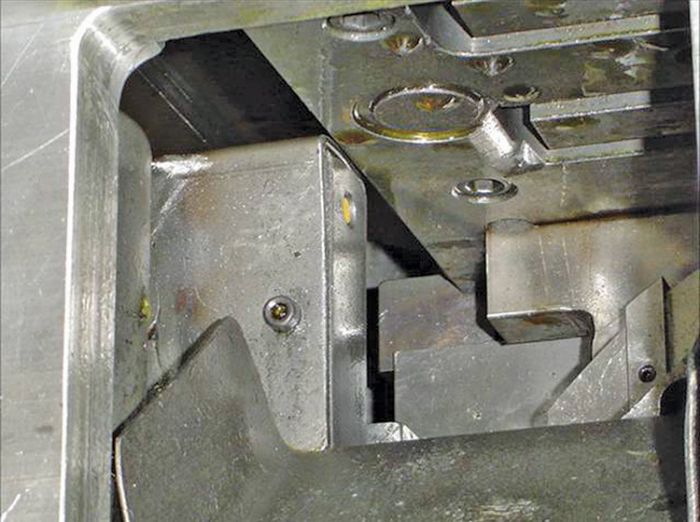
In addition to press monitoring, sensors also can monitor the tooling and even the auxiliary equipment around the press. Tooling sensors first and foremost provide protection to prevent die crashes. Sensors can detect critical events during press operation and if events in the tooling fail to occur as required, they signal the press control to issue an emergency stop command to halt the ram motion—quickly and before tooling damage occurs.
One disastrous, damaging press stroke leads to more than just the cost of the parts required to repair the damage. The metal former also must account for the labor costs associated with calling to the scene an experienced die maker, as well as additional costs for an expedited repair or overtime hours on weekdays or on weekends. While all of that happens, the press sits idle while production scrambles to identify the next job it can run and set up the tooling and coil.
 Among the events monitored by sensors in progressive dies, feed progression perhaps is the most critical. During material feed, several opportunities for errors exist that can prevent accurate strip advancement. Among them: The feed can slip; the stock can buckle if it encounters resistance due to camber or wear; punches can snap off and prevent the stop from advancing; and scrap can fail to drop and block the advance of the strip. There is little room for error, as the tooling requires strip positioning with accuracy measured in the thousandths of an inch.
Among the events monitored by sensors in progressive dies, feed progression perhaps is the most critical. During material feed, several opportunities for errors exist that can prevent accurate strip advancement. Among them: The feed can slip; the stock can buckle if it encounters resistance due to camber or wear; punches can snap off and prevent the stop from advancing; and scrap can fail to drop and block the advance of the strip. There is little room for error, as the tooling requires strip positioning with accuracy measured in the thousandths of an inch.
As a relatively simple way to monitor strip progression in a progressive die, stampers can place grounding wires in the tooling that the strip contacts when in its final feed position. Other more precise options: Install proximity sensors to monitor the strip; use sensors to detect the position of a French notch-style lever-arm; or use a fiberoptic or laser-type sensor.
Likewise, in transfer tooling, sensing proper part placement into each die station is the equivalent to sensing strip progression in a progressive die. The transfer tooling must properly place and seat each part in its die station before the ram closes. Typically, the transfer-tooling end effectors include sensors to ensure proper control of the part during transport to successive die stations. The tools are designed with positive location features to ensure proper part positioning before the end effector releases the part into the die. This differs greatly from operations using hand transfer of parts; here we trust an operator to ensure proper part placement before initiating the next press stroke.
Part and Slug Ejection
…is another high-priority event that stampers typically monitor. Closing the tool on a formed part that failed to eject can blow out entire die sections, send metal shards flying and even cause the press to stick at bottom, dies to be ripped from the clamps, and any number of other undesirable events.
In progressive dies, optical sensors typically find use for monitoring part ejection, although other solutions also may work depending on the application. As with feed progression, several process variables including part shape, tooling design, and press stroke and speed prevent a “one-size-fits-all” solution. Transfer operations also apply sensors on end effectors to ensure that they maintain control of the part until it is deposited onto an exit conveyor or chute.
Part ejection also plays an important role in hand-fed operations, with the press operator protecting the die and press from damage by removing the last formed part before inserting another. Beware, however, as I’ve surprisingly heard of numerous occasions where, with compound knockout dies, the last part fails to be knocked out of the upper die half by the knockout bar, rather than fall onto the lower die section during the press upstroke. In these cases, it is imperative that the operator remove that jammed part from the die before loading another blank and stroking the press to avoid jamming two parts in the upper die. Otherwise, you risk blowing up the die or the press sticking at bottom because it cannot force its way through the bottom of the stroke.
Yet another event to monitor: Slug ejection. Here, certain die designs may have constraints such as limited shut height that can prevent the press from consistently shedding scrap. In other cases, the scrap itself will stick together and fail to exit the tool with each stroke. In these instances, sensors get the call to ensure proper scrap ejection and prevent crashes.
In all cases, we recommend that stampers perform a die-protection risk assessment with each tool, much like those performed to ensure pressroom safety. Include the toolmakers and setup team and have them identify any incidents that could occur, evaluate the likelihood of each incident and the severity of the possible damage, decide which incidents can be “engineered out,” and establish how much risk they can accept or if sensors should be implemented to prevent each type of incident. In a perfect world, conduct these risk assessments during the die- and process-development phase.
While stampers well-understand the benefits to production from eliminating crashes, these benefits extend into other departments as well. Avoiding crashes eliminates hours of labor for an already busy and likely understaffed tool room, as well as for the press technicians. Time spent repairing broken tools and presses can be better spent working on value-added projects such as improving existing and upcoming tools, automating manual processes, and performing preventive-maintenance inspections.
Improvements Up and Down the Press Line
The value of sensor applications does not stop where the tooling ends. Sensors also find use for monitoring press-line auxiliary equipment. Examples include scrap systems that must continue to run as the press strokes; scrap backups can cause huge problems. End-of-coil sensors on coil lines can trigger a press stop before it is necessary to tail-out in a more deliberate way. Sensors also can ensure that lubrication systems have oil in their reservoirs, so that tooling does not run dry.
Finally, stampers rely on sensors to continuously monitor for part quality during production. Relatively simple examples include deploying stripper level sensors that stop the press if slugs or other foreign objects make their way to the top of the strip or part, or sensors that directly measure part features during the process. Using analog sensors for part measurement, in vision systems and at gauging stations in the tooling can add a whole new level of capability to the pressroom.
All of this allows stampers to operate their press lines safely and without constant, direct operator monitoring. When installed and used properly, especially in applications where small parts are bulk-packed into bins, process automation using modern press controls and sensors can allow a single operator to effectively run multiple presses. MF
Industry-Related Terms: Bending,
Blank,
Camber,
Die,
Draw,
Lines,
Ram,
Run,
Scrap,
Shut Height,
Slug,
Stripper,
Stroke,
TransferView Glossary of Metalforming Terms
See also: TCR-Integrated Stamping Systems
Technologies: Sensing/Electronics/IOT







 Most metal formers share common challenges, chief among them finding the additional employees needed to meet growing production requirements. In addition, retiring baby boomers don’t just exacerbate the labor shortage, they create brain drain. If stampers today attempt to perform more work in the pressroom than ever before, only using the methods used in the past, they’ll likely find themselves in a very difficult situation.
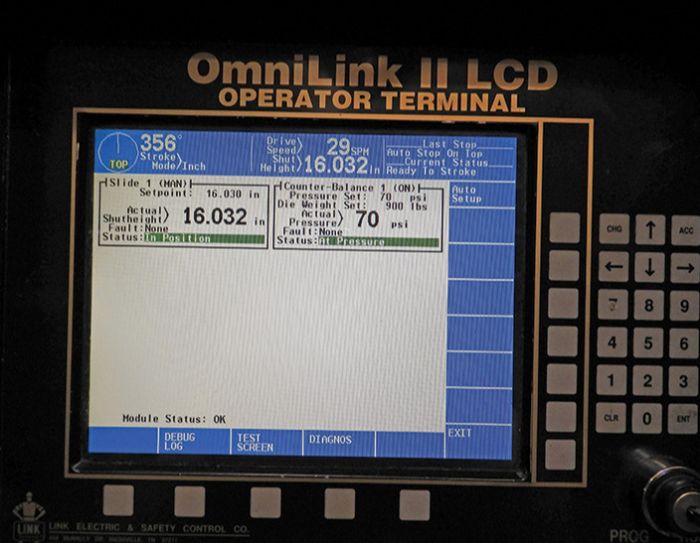
Most metal formers share common challenges, chief among them finding the additional employees needed to meet growing production requirements. In addition, retiring baby boomers don’t just exacerbate the labor shortage, they create brain drain. If stampers today attempt to perform more work in the pressroom than ever before, only using the methods used in the past, they’ll likely find themselves in a very difficult situation. State-of-the-art press controls, with the proper addition of sensors, can help automate many setup tasks. Controls can monitor and control variables such as shut height, counterbalance pressure and cushion pressure. Upon job recall, the setup person can initiate these actions while moving on to perform other tasks that cannot easily be automated. Then, sensors ensure that the actual settings match those in the stored job recipe. Setups occur more efficiently, and when training new hires we can be rest assured that settings in the job recipe will return to optimal values, per the job recipe created by a more experienced setup person.
State-of-the-art press controls, with the proper addition of sensors, can help automate many setup tasks. Controls can monitor and control variables such as shut height, counterbalance pressure and cushion pressure. Upon job recall, the setup person can initiate these actions while moving on to perform other tasks that cannot easily be automated. Then, sensors ensure that the actual settings match those in the stored job recipe. Setups occur more efficiently, and when training new hires we can be rest assured that settings in the job recipe will return to optimal values, per the job recipe created by a more experienced setup person.
