Proper Press Settings from Run to Run
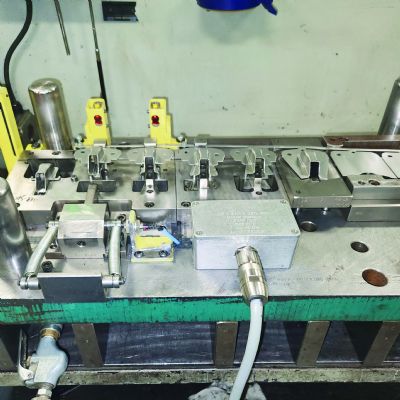
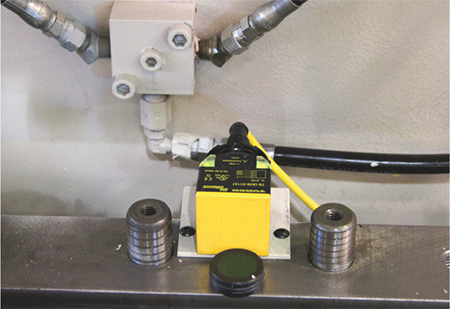
Greenerd also developed a program that allowed each die to be viewed with an RFID reader located on the throat plate of the press. The RFID system sends the die information directly to the control, which calls up the correct program for that particular part run and inputs the proper press settings. A job doesn’t run until the control has read the dies and determined that the die halves match.
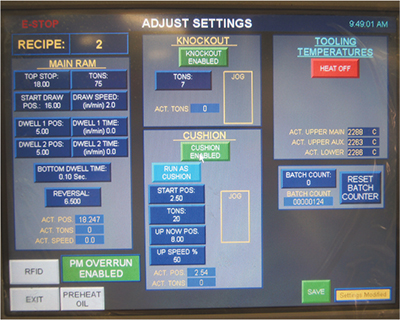
The upgrade also included installation of a pressure and linear transducer, enabling control of stroke depth and tonnage via the touchscreen. Recipes via these readings then can be stored for future access, ensuring proper settings job after job.
Preventive Maintenance Assured
The upgrade also programmed preventive maintenance for each die. The metalformer simply inputs the information necessary for each individual die when setting up the die for the first time. With knowledge on approximately how many strokes can be run on a die before it needs rework, the metalformer programs in the desired number of cycles. The touchscreen warns the user as that cycle number approaches, and then automatically disables press cycling at that number. To prevent continued production using the die, setup personnel must log in and manually override the stoppage. This password-protected feature ensures die health.
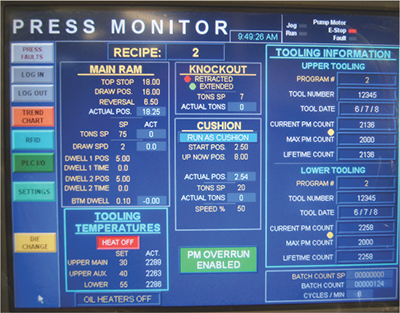
The control touchscreen provides a wealth of job information. Note identification of the die halves on the right of the display. This information is read and fed into the control, which then calls up the proper job settings given those particular tools. The information also allows tracking of die usage and prompts for preventive maintenance.
When production ends, the touchscreen displays the total number of cycles run using the die, and stores this information. It also notifies personnel of the number of useable cycles left on that tool—a low number triggers personnel to remove the die for service. Following maintenance, the control resets the cycle count for that die to zero.
Control Upgrade Brings Dramatic Improvement
Summarizing, the extensive control upgrade allowed the metalformer to:
• Accurately control how many cycles are run on each of the dies and cue personnel to perform preventive maintenance, minimizing the chances of a die problem during a production run;
• Eliminate the possibility of mismatched upper and lower dies, dramatically reducing die maintenance/ repair costs; and
• Ensure part production using the same press parameters from one run to the next, establishing guaranteed continuity in how the parts are produced and providing assurances that variables in the production process remain under control. MF
View Glossary of Metalforming Terms
See also: Greenerd Press & Machine Co.
Technologies: Sensing/Electronics/IOT, Stamping Presses
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted.
Industry 4.0 Applications in the Sheet Metal Forming Industr...
Eren Billur March 27, 2025