Bunkering—Part 6
November 1, 2010Comments
This final installment of a series on the fundamentals of electronic sensors for die protection explores how sensors need to be properly installed within dies to make them last, in many cases, longer than the dies themselves.
You’ve heard it many times, “The sensors keep breaking.” Smashed photoelectric sensors, in a cadaver drawer, join fellow crushed proximity sensors, mutilated fiberoptic cables and tortured beyond recognition laser and camera sensors. What is wrong with these sensors that they seem to almost predictably not last beyond a few days or a few weeks in the pressroom?
First, nearly all of the damaged sensors that I have seen were destroyed by operators in the pressroom or by forklift drivers as the dies were being moved. The reason? The sensors were improperly mounted. Electronic sensors are not designed to be hit, crushed, smashed, dented, poked, chipped, scratched, stabbed, filed, sharpened or hammer hit. The sensors are designed to sense and their housings are relatively fragile when compared to the robustness of tool steel.
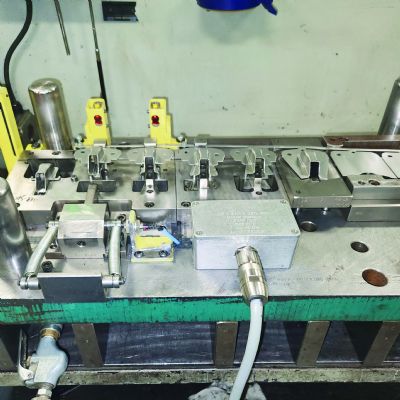
Electronic sensors need to be shrouded within blocks of steel or aluminum to protect their delicate innards from being damaged. The best shops have dies where spotting a particular tool’s sensors is very difficult. The sensors are fully imbedded within the tooling, much like the sensors in modern combustion engines. Such protection makes it extremely difficult for a sensor or its cabling to be damaged.
Exceptional care also must be given to the protection of all sensor-related wiring. There must be no exposed wires. This can be accomplished via two popular methods. The first involves routing the sensor cables within metal tubing. The second approach is to mill channels in the lower die plate and place the sensor cabling within these channels. The channels have oil drain holes so pools of oil are not created within them. The channels then are covered with plates that are screwed in place.
“Do I really need to do this?” The simple answer is yes. The amount of time wasted by a typical stamping company replacing damaged sensors, not to mention the cost of the replacements and associated labor, can be exorbitant. There also is the cost of downtime as production is stopped to replace the sensors. Do the numbers for your shop, and determine what you are spending per month on the total cost of sensor replacements.
This and the past five installments detailed the fundamentals to the proper utilization of electronic sensors in all forms of tooling. The detection of various targets, the effects of target motion, the realities of what we call color, the importance of optical issues when using photoelectric sensors, the mutual interference that can be encountered between sensing fields and the importance of proper sensor installations—these and other related factors make it mandatory that sensors be selected properly and placed within the dies with care and attention to detail.
Electronic sensors work very well. In many cases, they are designed to have life cycles that exceed the majority of press-stroke counts that a die will encounter in its lifetime. Superb detection coupled with outstanding mounting techniques make electronic sensors the ideal cost-cutting mechanism for today’s press and toolrooms. MFTechnologies: Sensing/Electronics/IOT, Tooling
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted.
Industry 4.0 Applications in the Sheet Metal Forming Industr...
Eren Billur March 27, 2025