






More Ways to Let Your Supplier Help
April 1, 2011Comments
Last month’s column emphasized the importance of the customer and supplier working together to solve problems more quickly, to create more robust products, implement new technology and reduce costs. To be successful, both must exchange full and accurate information and data. A steel supplier that provides a metalformer with only the heat number for a coil of steel is supplying insufficient information.
Assume a specific coil fails to perform satisfactorily compared to previous coils for a given part. The customer calls the supplier to complain about the defective coil, specifying its heat number. Transmitting identifying data about the problem coil represents the correct first step. However, the heat number encompasses too large a population of coils to prove useful. A single batch of steel from an integrated mill is called a heat; one heat can yield 300 to 350 tons of steel, all with the same composition and a single certification. Comparatively, mini mills produce about 100 tons/heat.
Each heat of molten steel is poured into a continuous caster, which produces a continuous, solid slab of steel. As this slab moves along the exit table, traveling torches section the continuous slab; each smaller slab is processed into a coil of steel. A 300-ton heat could become fifteen 40,000-lb. master coils, thirty 20,000-lb. master coils, or some other combination based on customer orders and mill inventory. These master coils could be further subdivided into even smaller pup coils.
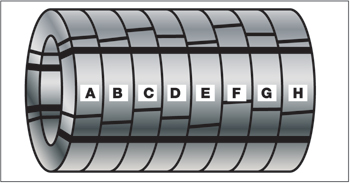 |
| Useful information can be gained by marking coil mults to identify problem areas. |
Since master or pup coils may undergo completely different processing steps as they transform from a slab to a final shippable coil, each will exhibit different mechanical properties. For this reason, mills assign a unique number to each coil. If the coil receives additional processing at a service center or warehouse, the processor may assign a new number to the coil, while maintaining records that allow tracing the processor’s coil number back to the original mill coil number. This means that the customer must retain the coil number attached to a problematic coil, not only the heat number.
For troubleshooting a potential problem with multiple coils (mults) slit from a single larger coil, a suggested procedure is to identify each mult with an additional code, such as a letter (see figure). The metalformer then keeps track of the coil number and the mult codes during part production. If all of the problematic parts come from the mult marked A, for example, and if the left edge of mult A is the raw mill edge, then resolving part-quality issues might simply require slitting the edges of the larger coil to remove the raw tapered edge. Further, if the right mults from the larger coil (H in the figure) never experience problems, then mult A can be rotated 180 deg. to match the profile of mult H. The reversed coil then would be fed from the bottom instead of the top.
A customer that alerts its supplier about a coil (identified by its coil number) producing 15-percent character-line splits, compared with other coils producing zero splits, is providing insufficient information to allow the supplier to begin tracing the problem, except for the production records for that coil. When the customer provides a sample piece from the problem coil for chemical, metallurgical and property evaluation, more useful data is available to the supplier. However, the stamper must take the sample from the area of the coil that produces the splits—taking the sample from the area of the coil making good parts achieves nothing.
A better option is to supply samples from the problem area of the coil and from the good area. The best option: Include the two mentioned samples from the problem coil plus a sample from a coil that has produced the best parts. The customer may want to capture a few extra samples of this “excellent” steel before consuming the entire coil.
Let’s assume that a particular service center or warehouse supplier works hard for its metalforming customers, provides good service and is receptive to new ideas, but may not be up to speed on best practices, new procedures, leading technology, troubleshooting techniques and other skills necessary to be considered top of class. Metalformers should look for opportunities to help their steel supplier become top of class—invite the supplier to send its key employees to a seminar, or arrange for an in-plant seminar and invite key staff from the supplier. This , important ideas taught during the seminar can be discussed among supplier and customer, which can lead to dramatic improvements. MF
Technologies: Materials, Quality Control
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted. Quality Control
Quality ControlOnline GD&T Training
Tuesday, October 29, 2024
Use Lean Six Sigma for Efficiency & Quality Improvement
Daniel Schaeffler Friday, October 27, 2023
 Management
ManagementSeeking Small Victories: Continuous Process Improvement
Daniel Schaeffler Monday, September 25, 2023
 Quality Control
Quality ControlAn Introduction to Quality Management Systems
Daniel Schaeffler Thursday, July 27, 2023