 Before widespread rollout of these plans, run a limited trial of the proposed solution to confirm that these new ideas achieve the desired outcome. Limiting the scale of this trial minimizes the risk to the overall operation and allows for assessment without significant disruption of normal practices.
Before widespread rollout of these plans, run a limited trial of the proposed solution to confirm that these new ideas achieve the desired outcome. Limiting the scale of this trial minimizes the risk to the overall operation and allows for assessment without significant disruption of normal practices.
With the trial completed, check the results against the metrics defined in the planning stage.
Guided by data, act by either widely implementing the change or returning to the beginning of the cycle to plan further improvements. Work-process standardization may help to sustain the improvements once attention shifts to fighting the next fire. Create a standard, train the workers and periodically confirm that all team members are following the standard.
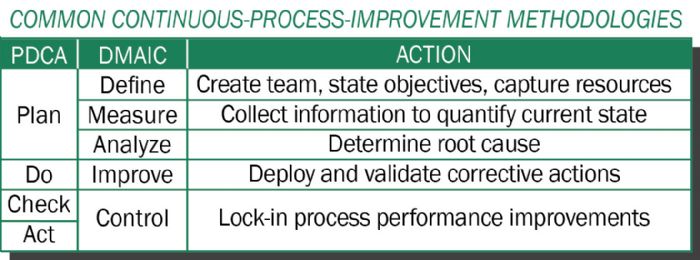
Define, Measure, Analyze, Improve and Control
The Six Sigma model uses statistical analysis to make process improvements. In statistics, one sigma represents one standard deviation away from the mean on a normal distribution. The term originates from a well-controlled process with a tolerance band within six standard deviations (±6σ) from the centerline.
The statistical term sigma refers to the standard deviation of a process around its mean. A Six-Sigma-capable process will have Cp and Cpk measuring at least 2.0 and a maximum of 3.4 defects per million opportunities over the long term, which equates to 99.99966-percent defect-free operations. Cp and Cpk refer to centered and noncentered stable process capabilities, respectively.
The Six Sigma model aims to eliminate defects while driving toward six standard deviations between the mean and the nearest limit in any process. DMAIC provides a framework to achieve this goal.
The first step: Define the goals and objectives of the improvement project, which requires an understanding of the information and resources needed to tackle the problem, as well as the budget. Establishing the project team and assigning roles and responsibilities early in the project timeline increases everyone’s ownership of project success. To help keep the project on track and achieve its desired outcomes, clearly define the problem and the metrics that will gauge success.
Next, measure the key performance indicators in the current condition to establish a baseline performance measure. These activities might include a capability analysis to assess the ability of a process to meet specifications; a pareto chart to analyze the frequency of problems; or a gauge repeatability-and-reproducibility study. Ensure that the team selects the right tools and captures valid measurements pertaining to the actual problem. If the project centers around defect reduction, it’s imperative to understand the frequency of occurrences and the impact of the defect.
Then begin to analyze the data measured to identify the variables influencing the aspect under investigation, including the root causes of the problem. Tools used here include the ‘five-whys’ analysis and Ishikawa fishbone diagrams, detailed in this column in the September 2023 issue of MetalForming. Pay particular attention to this analysis phase—it is easy to latch on to random solutions before understanding the actual root cause of a problem.
Proper data analysis provides the basis for determining the corrective actions that will improve the situation. Employing techniques such as analysis of variance, design of experiments and regression analysis helps to solve problems from complex processes or from systems where multiple factors might influence the outcome, and where you cannot isolate one factor or variable from the others. Focus efforts on detecting, controlling and eliminating the issue, as well as defining the appropriate fixes.
Finally, control the improved process and lock in future process performance. Monitor and maintain the implemented solutions to confirm that they continue to produce the desired results. Establish the new process capability and deploy control mechanisms, such as ongoing monitoring and data analysis, to ensure that the process remains stable and continues to improve. Use SPC to monitor process behavior, and take corrective actions when results trend outside of compliance limits.
DMAIC provides a more rigorous model than PDCA. The structure lends itself to tackling bigger, more complex challenges. Typically, sufficient data exists from which to base decisions. Someone with technical skills might be the best leader for these types of problems—Six Sigma projects use specialized, trained leaders called Black Belts.
PDCA, meanwhile, is more straightforward and intuitive, and is applicable to most manufacturing and business problems. It does not require formalized training. �MF
See also: Engineering Quality Solutions, Inc., 4M Partners, LLC
Technologies: Management, Quality Control