Don't Forget About the Surface
February 27, 2020Comments
Picture this scenario: A metal stamper goes months without any issues, but then experiences a 20-percent scrap rate on a handful of shipments. Stamping conditions have not changed, as the shop has continued to use the same recipe for die setting, gauging and tonnage. The YTE properties (yield and tensile strength, and elongation) on the metal certifications remain in compliance with the ordered specification, leaving the stamping company no closer to resolving the issue.
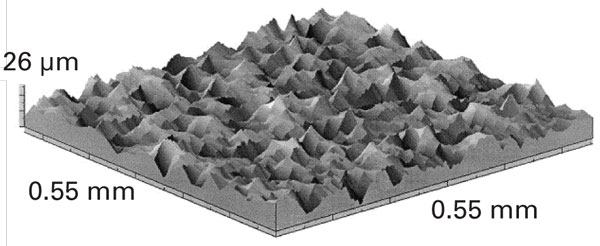
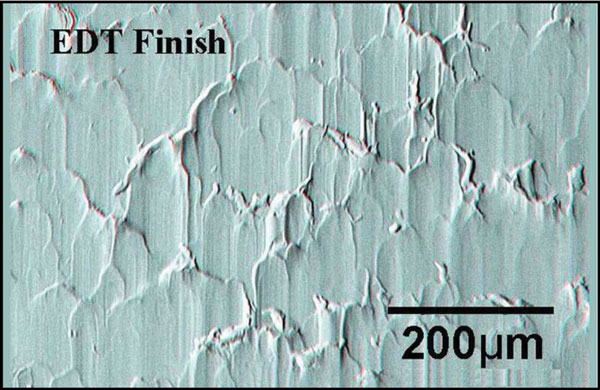
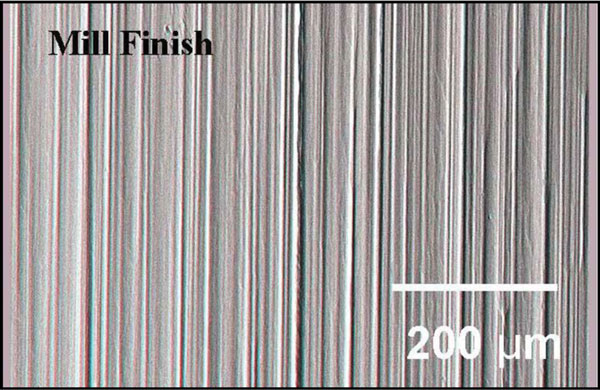
Fig. 1—Peaks and valleys on sheet metal surfaces.
Often, a metal stamper will rely only yon the yield strength, tensile strength and elongation listed on the metal certs—a common mistake since the sample used to generate the certified properties was obtained from the end of a mile-long, 20-ton coil. Depending on the ordered requirements, the steel mill may pull a tensile test only once for a 300-ton heat, from which 15 coils were produced, all of which processed at separate times under different conditions.
I recommend that stampers send out a sample coupon, taken from the problem area, for testing at an accredited lab experienced in testing sheet metal. When experiencing splits, test for more than YTEs—also look at uniform elongation and n-value, obtained during a standard test and determined from the stress-strain curve. R-value testing, which may incur an additional cost, can prove worthwhile if the part looks like a deep-drawn cup and you have a reference for what you typically receive.
Tensile properties represent only one component of the forming system that affects stamping success. Friction characterizes the ease of material flow and quantifies the local interaction between the sheet metal, tool surface and lubricant. A different lubricant type, quantity or distribution will change material flow. When quality issues arise, and assuming that the stamper has not changed the lubricant, dilution or dispersion method, check for plugged or misdirected nozzles. In most cases, sloshing on more lube only creates a mess and wastes time and money.
Tool surfaces wear over time. Working with higher-strength sheet metal increases the risk of altering the die-surface topography. Geometrical changes of the tooling can occur if the tool hardness is not optimized for the sheet metal characteristics. Bring the local radii and tool surface finish back to nominal conditions when stamping problems occur.
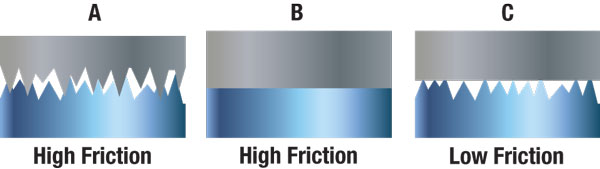
Fig. 2—Sheet metal and tool surface roughness and peak count should be different to minimize friction.