Main Navigation
Technologies
End Markets
News
Articles
Infocenter
Newsletters
Events
About Us
Suppliers
Advertise
Login
Subscribe
Search
Events
Newsletters
Advertise
Current Issue
Edición En Español
The official publication of
The official publication of
Close Menu
Login
|
Benefits of my account
|
Subscribe
|
Search
Login
Register
Forgot Password?
Reset Login Form
Register
Name
Contact
Employment
Password
Technologies
Additive Manufacturing
Bending
CNC Punching
Coil and Sheet Handling
Cutting
Finishing
In-Die Operations
Lubrication
Management
Materials
Other Processes
Pressroom Automation
Quality Control
Safety
Sensing/Electronics/IOT
Software
Stamping Presses
Tooling
Training
Welding and Joining
End Markets
Aerospace
Agriculture
Appliance
Automotive
Electronics
Hardware
Industrial
Job Shop
Marine
Medical
Military
Other
News
Articles
Current Issue
Archive
Featured Articles
Authors
Love Letters
5 Questions
Glossary
Metalforming Español
Stamping Journal
Infocenter
Tool & Die ebook
Podcasts
Videos
Webinars
White Papers
Newsletters
MetalForming
Business Edge
MetalForming Automotive
MetalForming Espanol
Events
Fabrication Strategy Summit
Hot Stamping Experience
Industry 4.0/ERP
Metal Stamping Technology
MetalForming LIVE
On the Shop Floor: Spring
Summer Series
On the Shop Floor: Fall
Mexico Stamping Technology
FABTECH
FABTECH Previews
Four on the Floor
Seen at FABTECH
About Us
Contact Us
Job Center
Sitemap
Subscribe
Terms and Conditions
Suppliers
Advertise
Print
Digital
Video
Social Media
Events
Editorial Guidelines
Home
❯
article
❯
end market
❯
automotive
Log in
to Like this Article
Select Type of Technology
All Technology
Additive Manufacturing
Applications
Bending
CNC Punching
Coil and Sheet Handling
Cutting
Directed-Energy Systems
End Market
Fabrication
Finishing
In-Die Operations
International
Lubrication
Management
Market
Materials
Metal Powders
Non-Powder Metals
Other
Other Processes
Post Processing
Powder-Bed Systems
Pressroom Automation
Professional
Quality Control
Safety
Safety & Training
Sensing/Electronics/IOT
Software
Stamping Presses
Tooling
Training
Welding and Joining
Cobot Spot Welding: More Welding, Less Handling
Lou Kren
June 10, 2025
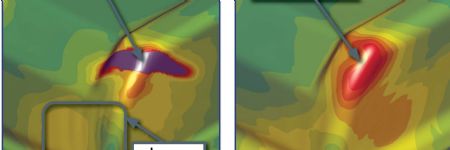
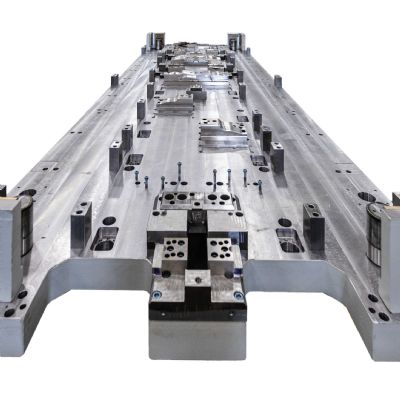
Simulation Software Elevates Die-Development Efficiency
Brad Kuvin
June 10, 2025
Press Feed Strong
Kate Bachman
April 23, 2025
High-Quality, High-Speed Stamping
Lou Kren
April 22, 2025
On Deck: GDIS 2025
Lou Kren
April 3, 2025
Tooling Up for AHSS: Know the Material, Mind the Simula...
Lou Kren
April 1, 2025
Laser Welding of EV Cooling Plates
Yama Fedai
March 31, 2025
AM for Tooling: Making Headway
Lou Kren
March 3, 2025
Most Popular
Check out these other articles.
PMA Continues Evolving, Maintaining Excellence
Brad Kuvin
February 25, 2025
The Greening of Automotive Steel
Kate Bachman
February 21, 2025
CNC Plasma Cutting Streamlines Helical-Pile Fabric...
February 19, 2025
AI for Resistance Welding? Six Predictions on its Positive Impact
February 19, 2025
Automotive Supply Chain Faces Headwinds
Laurie Harbour
February 17, 2025
Stamping a One-Piece TWB Battery Tray
February 11, 2025
AI's Impact on Automotive
Brad Kuvin
February 11, 2025
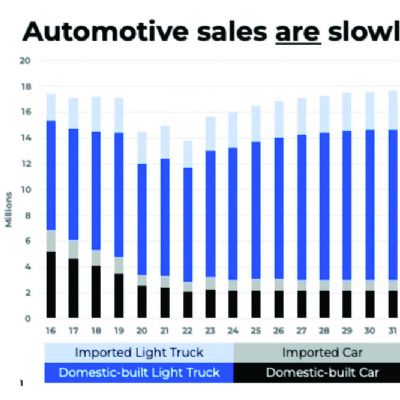
Examining Cause & Effect on Auto Industry in 2025
Kate Bachman
February 10, 2025
More
Subscribe to the Newsletter
Start receiving newsletters.
Most Popular
Check out these other articles.