To optimize cost per part in a hot stamping application, for example, used quite a bit in the automotive industry, Cheng recommends machines equipped with a two- or three-station rotary table, so that the machine can continue cutting while operators load and unload parts.
“Such setups optimize beam-on time,” says Cheng. “And, we equip these machines for faster cutting by equipping them with drives and motors that offer the highest acceleration and maximum velocity, to shorten cycle times. With upgraded drive systems, we push the mechanical design of the systems to the limit.”
Cheng also notes a trend among some mid-volume manufacturers—companies that make lift trucks for example—to replace CNC milling of some parts five-axis laser cutting.
“In one application,” he notes, “a lift-truck manufacturer that required three shifts of milling on its parts (of 2-mm-thick mild steel) now does the work with a 3-kW five-axis laser in one shift.”
For Prototype/Low-Volume Users
 On the other end of the end-user spectrum—job shops or prototype houses performing lower-volume jobs—machines are optimized for flexibility. They need to be equipped to cut a variety of different material types and gauges, and parts of different sizes.
On the other end of the end-user spectrum—job shops or prototype houses performing lower-volume jobs—machines are optimized for flexibility. They need to be equipped to cut a variety of different material types and gauges, and parts of different sizes.
“Here, metal formers seek short setup times due to smaller batch sizes and more frequent changeovers,” Cheng says. “In these applications, shops look for machine features that allow for simple and quick part loading and unloading―typically not using a rotary fixture table, because this design limits access to the machine by the operator. Instead, cutting systems are designed to provide open access to the worktable with the ability to load parts of different designs or size into the machine. And, while cutting speed is also important to a job shop, it’s not as critical since they’re not cutting as many parts between setups. Instead, downtime for changeovers is the most important factor, and so we typically don’t use the top-end drive systems for these applications.”
Machines typically specified for job-shop and prototype applications typically offer a maximum cutting speed of 60 m/min., says Cheng, compared to higher-end machines that typically max out at 100 m/min. Acceleration of machines intended for job shops also is about half that of machines designed for high-volume applications—5 m/sec.2 on a typical job-shop machine (from Trumpf, for example), compared to 11 m/sec.2 for a high-volume machine.
Better Lasers; Connectivity
In addition to cutting-machine design and performance specs, metal formers also should understand the benefits of new and improved laser sources, as well as the impact that Industry 4.0 functionality can have on machine performance. Of note: the use of CO2 lasers for multiaxis cutting applications has become almost entirely replaced by solid-state lasers (fiber lasers, or Trumpf’s disk laser).
“As solid-state lasers have become the norm for 3D cutting, we’ve seen continued improvement in beam quality as well,” Cheng points out. What does that mean to end users?
“With improved beam quality comes improved power density,” Cheng says. “Now, a 2-kW solid-state laser delivering its beam through a 50-m fiberoptic cable can cut just as fast, or faster than what we used to see from a 3-kW laser using a 100-m fiber. This not only reduces the purchase price of the equipment, but also reduces energy consumption.”
When it comes to improving laser beam-on time and reducing, or eliminating, unscheduled downtime, Cheng points to the inclusion of Internet of Things/Industry 4.0 technology in 3D laser-cutting cells. The technology enables the use of tele-diagnosis and remote service, through an OPC UA interface. How is this being used?
“Data can flow to the OEM’s cloud so we can remotely monitor and diagnose the equipment,” Cheng explains. “However, most users prefer to protect their data and keep it inhouse. Managers can then, from a smart phone or tablet, or their office computer, visualize the machine’s utilization and gain transparency of OEE. And, in cases where a user will opt to share their data with us, we can use our algorithms to analyze and evaluate sensor data and predict part failure or maintenance needs. Then, we can recommend preventive-maintenance activities and avoid costly, unplanned downtime.”
Among the process parameters that an IoT setup can monitor: the temperature of the cooling water flowing through the cutting head, which can foretell the need to clean or replace the filters; light scatter or diffraction of the laser beam, which can indicate an issue with the laser; and the current draw of the electric drives. “Drive current will change If the cutting head collides with the workpiece or the fixture,” Cheng says.
Technology Advances Contribute to Improved Cut Quality
We asked Cheng to describe recent technology developments that contribute to improved cut quality and consistency, and he noted a few.
“When it comes to optimizing cut quality, the location of the laser beam’s focal point plays a huge role,” he says. “During metal cutting, we want the focal point just under the workpiece surface, by approximately one-third the sheet thickness. The thicker the material, the deeper into the material we want the focal point. Not leaving this setting to chance, machine manufacturers offer programable setting of the focal position (Trumpf calls this feature FocusLine), depending on the type of material and the material thickness.”
More recently, end users have appreciated the development of a cure to what ails them the most when it comes to improving cut quality from multiaxis laser-cutting systems: burrs on the backside of the cuts, when working in corners and other tight spots. First, let’s understand what causes these burrs.
“Cutting-gas pressure must remain consistent throughout the cut to ensure edge quality and avoid the formation of burrs,” Cheng explains. “Every metal former using the process experiences this issue, which appears in particular when working in the tight corners of a workpiece. Here, the nozzle sensor that seeks to gauge and control cutting tip-to-workpiece distance can mistakenly sense the opposite edge of the workpiece rather than the actual cut edge. This will cause the laser head to move away form the workpiece and the cutting-gas pressure to drop at the cut. Burrs result.”
The solution? “In the last couple of years, we’ve seen the introduction of nozzle technology—X-Blast nozzles from Trumpf, for example—that allows for double the standoff (torch-to-workpiece distance) compared to previous nozzle designs,” Cheng explains. “Previously, we needed to maintain a standoff of 1 mm, ±0.5 mm, while these newer nozzles provide good cut quality at a standoff of 2 mm, ±1 mm. The ability to cut with a greater standoff and work within a larger processing window has, for many shops, greatly diminished, or eliminated, the burring issue, and it also helps to avoid collisions.”
An Added Benefit: Improved Nozzle Life
The ability to increase standoff also can greatly prolong nozzle life. Case in point: the laser-cutting operations at Benteler Laser Application GmbH, specialists in laser cutting of hot stamped parts. Deputy plant manager Marcel Scalises describes the tremendous improvements it has experienced in nozzle life, when testing the X-Blast nozzle on its multiaxis machines. Benteler operates 160 multiaxis cutting machines around the world, so any technology that prolongs nozzle life would be very welcomed.
Conventional nozzles used at Benteler typically last two or three shifts, but “increasing the working distance usually significantly reduces the quality of the work,” Scalises explains. “In theory, we could increase the working distance by increasing the cutting-gas pressure. But that always has a negative impact on the quality.”
With its newer X-Blast nozzles, Benteler has been able to double the standoff compared to its previous nozzles—again, with no impact on part quality —and, therefore, avoid most or all contact between the torch and workpiece during cutting. “In one case,” Scalises says, “we set a new company record, completing 273 shifts.”
In addition, previously, when Scalises would attempt to increase the standoff to avoid collisions, “it was not uncommon for machine operators to have to manually rework and deburr the parts following processing,” he says. “Now, with the X-Blast Nozzle, that’s a thing of the past, even on parts with difficult-to-reach geometries.”
“End users, including Benteler, call this technology ‘game changing,’” Cheng says. MF
Industry-Related Terms: Case,
CNC (Computer Numerical Control),
Draw,
Edge,
Fixture,
Form,
Gauge,
LASER,
Prototype,
Surface,
ThicknessView Glossary of Metalforming Terms
See also: TRUMPF Inc.
Technologies: Cutting







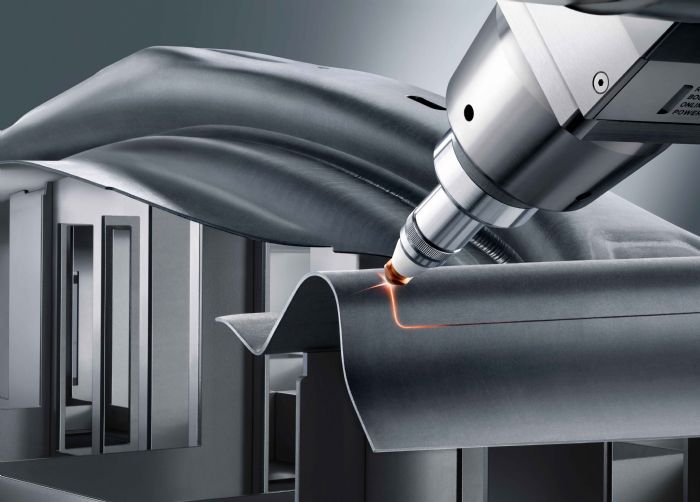
 All of that said, processing complex parts with multiaxis laser setups can challenge even the most qualified shops. Common challenges, well-understood by any shop performing the process, include collisions, and the subsequent maintenance-related downtime issues that can inhibit overall equipment effectiveness (OEE); and part quality—specifically, burrs left on the backside of parts after cutting, particularly in tight corners.
All of that said, processing complex parts with multiaxis laser setups can challenge even the most qualified shops. Common challenges, well-understood by any shop performing the process, include collisions, and the subsequent maintenance-related downtime issues that can inhibit overall equipment effectiveness (OEE); and part quality—specifically, burrs left on the backside of parts after cutting, particularly in tight corners.

