Peter Ulintz
Peter UlintzDie-Design Validation
August 1, 2016Comments
It makes little difference how much individual experience we acquire or the number of experienced toolmakers and engineers that we collectively involve in our die-design processes; sooner or later we find ourselves uttering these dreaded words:
“If we only knew then what we know now, we would have designed this die differently.” 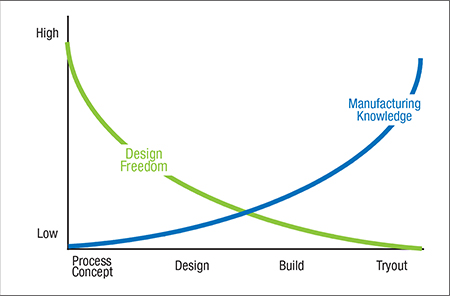
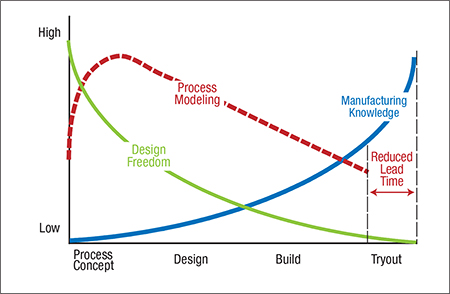
Fig. 1
To a great extent, metal-stamping processes succeed or fail based on the suitability of the die design. If the tooling is not designed properly, there’s not much that can be done in the press shop to develop a process that runs reliably and profitably.
Unfortunately, many dies are thought to be designed properly if they can repeatedly produce parts within part-print specification at a predetermined production rate during die tryout. However, two problems arise with this approach. First, validating a design after the product already has been produced does not represent sound engineering or business practice. Shouldn’t a metalformer test and validate the design before investing time and money in die construction? Secondly, after production begins the stamper often finds that small and seemingly insignificant changes in process inputs —material properties, die lubrication, die temperature or tool geometry, for example—can send the process out of control.
During most die-design and engineering evaluations, engineers have substantial freedom early in the design phase. This design freedom degrades quickly as build and tryout phases approach. When design freedom is at its highest, the engineer often has very little part-specific manufacturing knowledge (Fig. 1). Without knowledge of the influences of variables such as friction, material properties and workpiece geometry on process mechanics, it is impossible to adequately design dies much less predict and prevent the occurrence of defects.