






 /td>
/td>
3) Use the right setup tools.
To make sense of spot-welding recipe charts, every shop using the process should own a specialized resistance-welding amp meter to measure the secondary RMS welding current delivered to the tips. In addition, since lever-action variables (on a rocker-arm RSW machine) and ram friction (on a vertical-action press-type machine) can impact the weld force delivered, shops also should have a direct-reading gauge to measure the actual weld force between the tips. Using a secondary amp meter and force gauge enables an RSW-machine operator to set up the machine scientifically rather than through trial-and-error. And, when documentation is required, some of the available meters also can serve as monitors to record and store welding variables for reference. 4) Use a tensile tester. Testing spot welds should be more scientific than dropping welded parts on the floor. Although a mechanical peel or chisel test can be a useful to visually check weld strength and nugget diameter, the best quality-assurance tool is a tensile tester designed to pull small welded sample coupons to failure. The shear strength of a good spot weld should exceed than that of the parent material. 5) Determine the weld lobe. Due to its wide plastic range, low-carbon steel can be successfully spot welded with various machine settings. However, to determine the ideal setting a metalformer must experiment with the welding machine and use a tensile tester to check the results. At the low end of the weld-lobe window, weld strength is unacceptable; at the high end, expulsion occurs. To zero-in on the optimum settings for the material being welded, the operator should confirm the optimum weld recipe and use those parameters as a starting point for the production run. Weld strength will decrease as the electrodes wear, but starting in the middle of the acceptable range, rather than on the “ragged edge,” allows the process to be most stable and reliable. 6) Use the right electrode tips and holders. Tip selection plays an important role in successful spot welding and there are numerous electrode shapes and copper alloys available from which to choose. Again, rely on the advice of a knowledgeable vendor for guidance. For example, rather than using expensive offset electrode tips, a vendor may recommend using an offset holder and a less-expensive straight tip. In addition, using small, replaceable electrode caps rather than traditional one-piece electrodes can yield significant savings. And, to maximize electrode life, use tubes with ends cut on a 45-deg. angle to force water all the to the bottom of the tip’s internal cooling chamber. 7) Dress tips early and often.
Since most RSW quality issues can be traced directly to electrode wear, metalformers cannot afford to neglect electrode tips. Dressing or exchanging tips on a regular basis—long before required—will pay big dividends. Here’s an example of the importance of tip dressing: RSW charts often recommend tips with a ¼-in.-dia. weld contact face. Let’s assume you’ve determined that the material you’re welding requires 9800 A for optimum weld strength. Here’s the rub: If nothing else changes and the tips mushroom from ¼-in. dia. to just 3⁄8 in., which is hardly noticeable, lab tests have shown that 22,100 A would be required to get the same strength. It’s situations like this that result in weak spot welds and rejected parts. While metalformers can select from several types of tip dressers, the best method of maintaining the proper weld-face diameter is to remove the electrodes from the machine after a predetermined number of welds, long before they’ve mushroomed out of control. Dress the electrode tips offline with a lathe or drill press equipped with the proper cutter blades. 8) Design for resistance welding. Metalformers can reference charts listing minimum contacting overlap, and designers of spot-welded sheetmetal parts should include adequate flange widths to avoid expulsion, which lessens weld strength. Additionally, carefully consider weld spacing. Placing spot welds too closely together can result in shunting. Here, some of the welding energy is lost through adjoining welds, possibly resulting in substandard weld strength. Springback of the parts being welded also can plague the RSW process. Using a portion of the welding machine’s available weld pressure to force the parts together can compromise proper forging of the weld. 9) Purchase steel of known quality. RSW problems sometimes can be traced back to a coil of steel purchased at an attractive discount, but of dubious quality. High carbon content can cause serious welding problems, as can inconsistent coating thickness. If the welding machine is not adjusted properly to accommodate these variations, welds that look good may fall apart. 10) Schedule regular preventive maintenance.
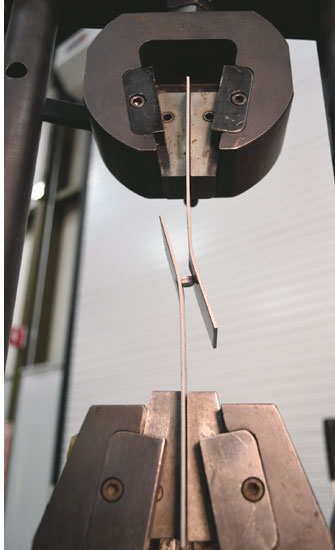
Testing spot welds should be more scientific than dropping welded parts on the floor. Although a mechanical peel or chisel test can be a useful to visually check weld strength and nugget diameter, the best quality-assurance tool is a tensile tester designed to pull small welded sample coupons to failure.
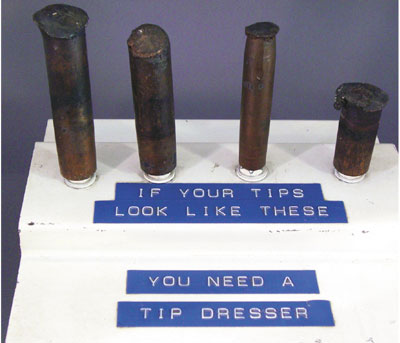
Since most RSW quality issues can be traced directly to electrode wear, metalformers cannot afford to neglect electrode tips. Dressing or exchanging tips on a regular basis will pay big dividends.
View Glossary of Metalforming Terms
See also: T. J. Snow Company
Technologies: Welding and Joining


