






Die Springs—Coil vs. Gas; Best Practices
February 1, 2017Comments
Understand where and when to opt for coil springs rather than nitrogen-gas springs, then follow the best-practice guidelines here to ensure long, safe and effective spring use.
While the gas-spring industry has done a bang-up job earning market share from coil-spring suppliers, experts interviewed for this article agree that you can’t paint a broad picture when it comes to selecting the right solution for metalforming dies. Where can stampers still use coil springs? We asked Ray Osborne, vice president of sales at Moeller Precision Tool, Wixom, MI.
“Applications where you don’t need nitrogen,” Osborne says, “may include simpler dies where you don’t have a lot of stripper-pad travel; flat parts that don’t have a lot of form in them; high-speed dies; and tools requiring short strokes such as those used to stamp electronic parts.”
Considering a 2-in. stroke, the die designer would need a coil spring with a free length of 8 in., compared to a 5.12-in. gas spring. Also, it would require four coil springs, fully compressed 2 in., to equal the force of one 25-mm nitrogen-gas spring.
On the flip side, Jim Glynn, president gas-spring supplier Special Springs, LLC, Canton, MI, warns against painting the die-spring picture with a broad brush, noting that the majority of dies now are designed with gas springs.
“Coil springs exhibit some limitations, due to the greater force required to form or strip,” Glynn says. “This becomes increasingly important as more metalformers begin to fabricate higher-strength materials. You don’t always have room in the die to use as many coil springs as might be needed. Gas springs become the default solution for these jobs. For shorter runs and in areas where you don’t need as much force for stripping or forming, you might be able to get away with coil springs, provided they are preloaded, and properly designed and installed.”
Coil-Spring Commandments
“With the continuing, immense pressure to reduce die cost,” explains Osborne, “it often is bewildering to see the prevalence of nitrogen-gas cylinders in the marketplace. I often see elaborate gas-spring installations where they are not necessarily warranted.”
In response, Glynn notes that “gas springs generally comprise less than 4 percent of total die cost.”
When metalformers do opt to use coil springs, Osborne offers this laundry list of best practices:
• Always incorporate preload (a minimum of 5 percent of free length), achieved by correctly specifying the spool/keeper lengths used in securing the stripper pad, lifter rail or other moving element being considered.
• Ensure flatness (to within 3 percent) and perpendicularity of the contacting surfaces, to within 1 deg. or less. 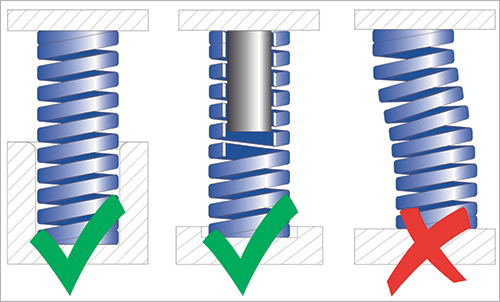
Among Osborn’s recommended practices for using coil die springs: Follow recommended procedures for guiding. “Guiding on the spring ID (center illustration) is preferred,” Osborne says, “even though in most applications stampers wind up guiding on the OD (left). But by investing a little more upfront to guide on the ID, you create less contact area and minimize wear.
• Follow recommended guiding practices. “Guiding on the spring ID is preferred when possible,” Osborne says, “even though in most applications stampers wind up guiding on the OD. But by investing a little more upfront to guide on the ID, you create less potential contact area and minimize wear.”
• Reduce or eliminate the possibility of scrap material or other foreign objects becoming trapped between the coils, by adding spring cans or other guarding to the setup.
• Never cut springs to length. Always purchase and install the correct spring for the application. “Cobbling springs to force-fit an application is penny-wise and pound-foolish," says Osborne.
• Replace broken springs immediately, and always replace springs as a complete set.
• Be mindful of increases in deflection due to shut-height changes that result from routine die sharpening.
• Be mindful of series versus parallel arrangements. The resulting load calculations are very different.
• When inspecting springs to gauge their condition, look for worn paint or shiny surfaces, indicators that surfaces are rubbing. “Surfaces should be free of striations or cracks,” Osborne says. “Visually inspect them every time the die goes in for sharpening or general maintenance. And any time the stripper pad is removed and the springs can readily be removed, give them a rattle—if they’re cracked you will hear or feel it.”


