







Hair-Thin Filler Wire
While micro-tig welding requires what most would call thin filler wire—down to 0.010-in. dia.—filler wire for laser welding is hair-thin, as delicate as 0.005-in. dia. M2 filler wire is a favorite of Mourouzis and his crew.
“It’s a fantastic all-purpose filler metal for A2 and D2, as well as M2,” he says. “It’s my go-to-rod unless a customer requests a direct match to the base metal. And we also burn a lot of 420 stainless-steel filler metal—it’s a good match for S7 and H13—as well as M42 wire to weld on powered-metal tool steels.” In all, Mourouzis stocks 40 different types and diameters of filler wire, noting that “my experience (he figures he’s ignited millions of arcs in his time as a welder) allows me to select the right filler wire for the job at hand.”


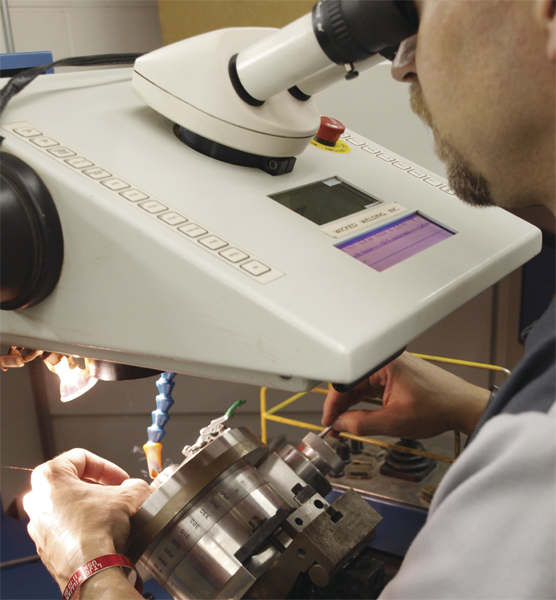
A Wicked Welding operator peers through a stereomicroscope to deposit precise micro-tig welds, while feeding thin filler wire into the weld. A gas lens on the air-cooled tig torch, in place of a standard tig-torch collet body, optimizes shielding-gas coverage and improves joint accessibility.
To laser-weld DSG’s tools, Mourouzis hand-holds the parts in the small laser-welding machine. “I’m performing three operations at once,” he notes: “I have to manipulate the part under the beam with my right hand, feed the filler wire into the weld with my left hand, and use a foot pedal to control the laser.
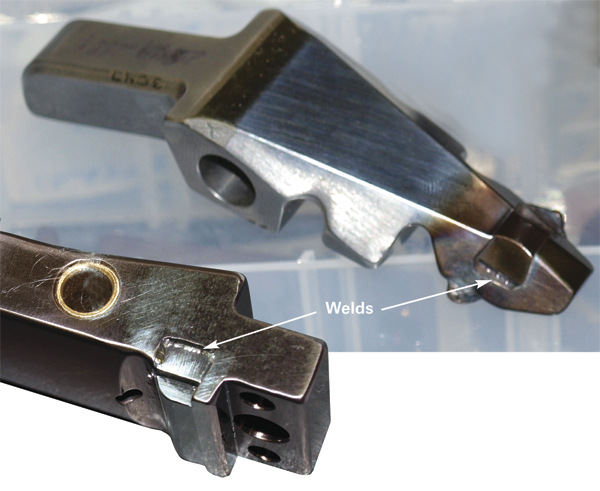
“We tried to make the tiny welds holding the carbide inserts in place using the micro-tig process,” continues Mourouzis, “but even that precision process deposited excess filler metal. DSG didn’t want to have to mill off any extra material. Also, even micro-tig would cause slight discoloration; laser welds don’t.
When using the lasers to build up weld metal—to restore a cutting edge, for example—Mourouzis can deposit as much as 0.008 to 0.010 in. per weld pass. Yes, it’s a slow process, but “if you only need 0.005 in. on a tool and I don’t have to preheat,” he reminds, “the time savings is significant.” For work as refined as rebuilding a cutting edge, Mourouzis will opt for his larger laser welder and can use its rotary fixture table on round parts.
Adds Ledford: “Laser welding has been a blessing for our stamping tools. Even if one of our customers drops a tool and mars the steel, we can send it here for a quick laser-weld repair. And in many cases, we don’t even have to machine the weld—the tool can go right back in the press.”
Low-Amperage Micro-Tig Has its Place
Micro-tig welding at Wicked Welding is what you’d see at most other precision welding shops—air-cooled torches with gas lenses in place of collet bodies to optimize shielding-gas coverage; pulsed inverter power supplies (Miller Electric 200-A Maxstar and WeldLogic PA-100 units) running DC for most jobs; and finely ground 2-percent lanthanated tungsten electrodes. Shielding gas is pure argon—also the gas of choice for laser welding.
“I use a double set of regulators on one of the micro-tig machines,” adds Mourouzis, “when we’re welding at really low amperages, under 5 A. The twin regulators allow us to really control the gas flow at low flow rates so we don’t extinguish the arc, yet still ensure the required level of shielding.”
In fact, many of Wicked Welding’s jobs require a combination of processes—laser and tig welding. Says Mourouzis: “I’ve had die blocks where we preheated, used conventional tig welding with a large-diameter filler wire to build up an area, preheated again, micro-tig welded on top, cooled the area and then laser-welded around the deposit. An ideal application for such a procedure might be to fill a hole—I can micro-tig to fill to within 0.020 to 0.030 in. from the surface, and then top it off with the laser so that no machining of the weld is required. There’s no over-welding and we’re sure to avoid any pitting or voids.”
Mourouzis is quick to remind that he also takes his tig-welding services on the road—two to three times each month. “We can repair tools right in the press,” he says. “And we don’t just repair tooling—we can perform all sorts of weld repairs throughout a metalforming plant.” MFView Glossary of Metalforming Terms
See also: Miller Electric Mfg. Co., Rofin-Sinar, Inc.
Technologies: Tooling, Welding and Joining

