






Drawing, Conical, Spherical and Parabolic Shapes
June 14, 2021Comments
When deep drawing a cylindrical cup with a flat bottom and vertical walls, a punch force applied to a sheet metal blank causes the material to bend over the punch and create the cup bottom. The force subsequently transmits from the cup bottom to the walls, then to the deformation zone (flange area). Deep drawing cylindrical cups without a flat bottom or vertical walls, such as conical, spherical and parabolic shapes, proves considerably more difficult.
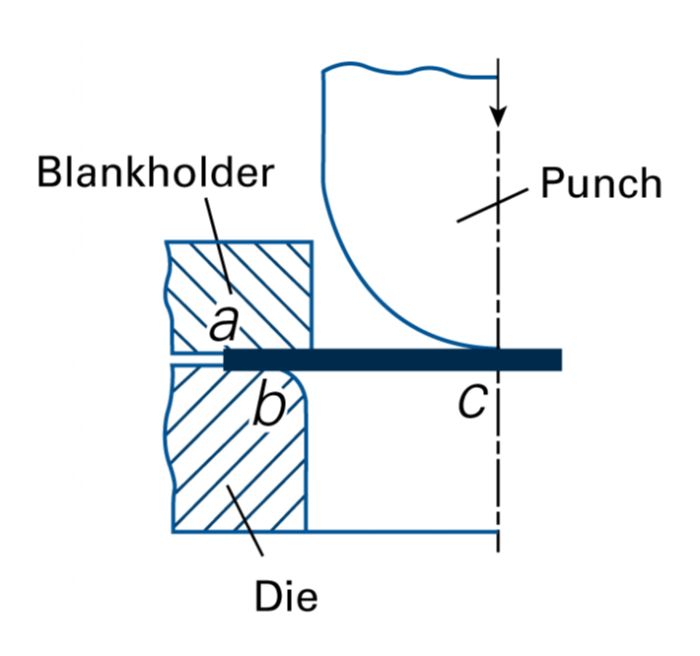 A primary reason for this difficulty: Deformation is not restricted to the flange area (Fig. 1, point a). For these shapes, deformation also occurs in the unsupported region between the die and punch face where compressive stresses can cause puckers (area between Fig. 1, points b and c). Puckering describes the stretch-forming wrinkles that form on the body of the blank, in contrast to drawing wrinkles that occur at the blank edge.
A primary reason for this difficulty: Deformation is not restricted to the flange area (Fig. 1, point a). For these shapes, deformation also occurs in the unsupported region between the die and punch face where compressive stresses can cause puckers (area between Fig. 1, points b and c). Puckering describes the stretch-forming wrinkles that form on the body of the blank, in contrast to drawing wrinkles that occur at the blank edge.
Puckering must be avoided as these wrinkles usually cannot be removed. Avoid puckering by raising blankholder pressure or increasing the blank diameter—both will increase radial tension and reduce compressive stresses—or by using draw beads.
Another reason for difficulty: The drawing loads must be transmitted by a smaller cross-sectional area under the punch face (Fig. 1, point c). This holds particularly true at the beginning of the drawing process where the risk of splitting is very high, even for small drawing ratios.
Conical Shapes
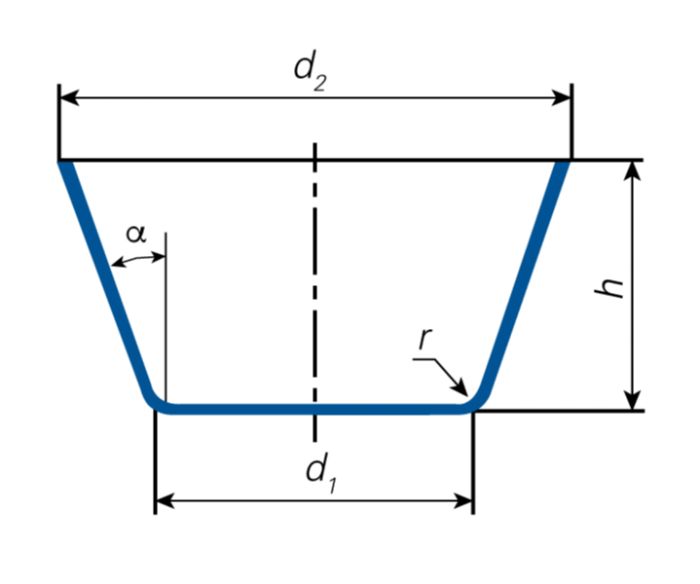 The ratio of the largest to smallest cone diameter and the cone angle (α) influence the limiting draw ratio (LDR) for most conical draws (Fig. 2).
The ratio of the largest to smallest cone diameter and the cone angle (α) influence the limiting draw ratio (LDR) for most conical draws (Fig. 2).
When α measures < 20 deg., the cone can usually be processed in the same manner as a cup draw.
Shallow cones, with a ratio of h/d2 < 0.30 and a measures > 45 deg., usually can be drawn in a single step.
For deeper cones, with h/d2 between 0.30 and 0.70 and α measures between 15 and 45 deg., the relative sheet-thickness-to-blank-diameter ratio (t/D) influences LDR to a greater extent than for cup drawing. For example:
- With t/D > 0.25, a single draw can be attained with nominal blankholder pressure.
- With t/D between 0.15 and 0.25, a single draw may still be feasible but requires much higher blankholder pressure.
- A t/D < 0.15 makes the blank very susceptible to wrinkling, and requires multiple draw reductions.
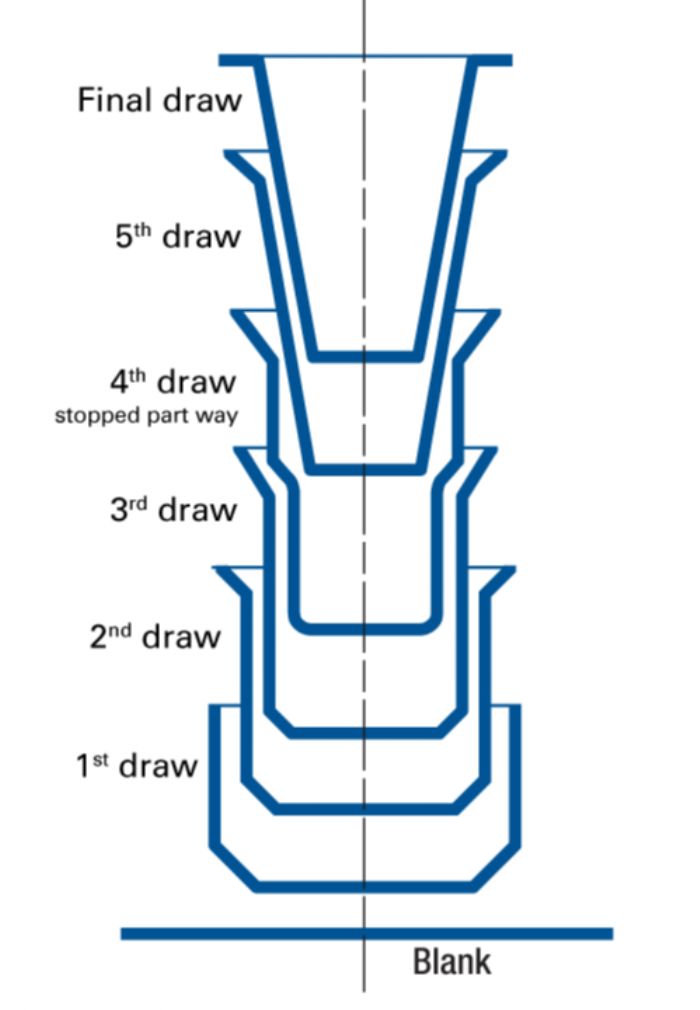 Successfully drawing highly tapered shells, with h/d2 > 0.70 and α measures approximately 20-30 deg., requires a stepped-cup approach (Fig. 3).
Successfully drawing highly tapered shells, with h/d2 > 0.70 and α measures approximately 20-30 deg., requires a stepped-cup approach (Fig. 3).  Shallow paraboloids with a height-to-diameter ratio (h/d) of approximately 0.55 or less are nearly spherical, making the drawing method similar to that for spherical parts.
Shallow paraboloids with a height-to-diameter ratio (h/d) of approximately 0.55 or less are nearly spherical, making the drawing method similar to that for spherical parts.

 Webinar
Webinar