








TWBs Extinct,but Benefits Remain
While the tailored blank design for door frames has been eliminated by Newman and replaced with the stamped and rollformed design, the blanking-press stacking system continues to pay dividends. The line toils at 110-percent capacity to churn out door-frame blanks. Its adjustable side guides (±30 deg.) and backstop safely and neatly handle the array of oddly-shaped blanks Newman stamps. Adjustments are made manually during changeovers; Thomas notes that ne Trail designed the system to accept an upgrade to servo-motor adjustment, but can’t as of yet justify the upgrade.
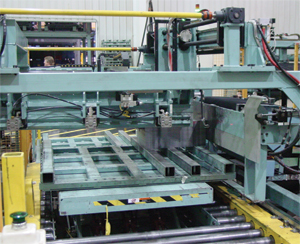 |
| The 400-ton blanking press works overtime to provide blanks primarily for door-frame stampings to Newman’s pair of 1200-ton transfer presses. A simplified stacking-system design helps pressroom staff complete blanking-line changeovers in 15 min. The system simultaneously stacks blanks from the front and exit end of the press. Driven roller conveyors move full pallets outside of each stacker at the same time that a conveyor on the opposite side moves new pallets into the stacking location, maximizing press run tim |
Other significant stacking-system features: it was designed specifically to avoid dinging blank edges, to ensure precise alignment for TWB laser welding; and, a pallet-conveying system allows loading of permanent pallets on both of the conveyors outside of the stacker position. At each of the two stacking stations, a roller conveyor drives one of the pallets onto a driven roller conveyor mounted on a hydraulic lift. The lift raises the pallet up to the stacking position, and then lowers the pallet as the stack builds, thanks to a sensor that detects stack height. A driven roller conveyor then moves each full pallet outside of the stacker at the same time that a conveyor on the opposite side of the stacker moves a new pallet into the stacking location. Adjustable risers allow access for fork-truck removal of each blank stack from the pallets. The system handles blanks from 210 to 1500 mm wide, 300 to 1000 mm long, of steel 0.5 to 2.3 mm thick. Maximum stack height is 18 in.; maximum line speed is 70 strokes/min.
Nearly all of the blanks emerging from the press feed the firm’s pair of 1200-metric-ton transfer presses. The ability to blank continuously just adds to the throughput gain realized via quicker changeovers. With its older blank-stacking setup, the press would stop to allow a tow-motor driver to remove each blank stack and load empty pallets at the two stacking stations.
“That process used to eat up another 10 to 15 min. of press time per hour,” says Thomas. “Now we can run the blanking line continuously, at that maximum stroke rate on some of our one-out blanks (as long as feed length is in the 300- to 400-mm range),” says Thomas. “Longer feeds require us to slow the press down a bit.”
Other Enhancements:Indexing Conveyor, Tandem-Line Robotics
In addition to engineering Newman Technology’s new blank-stacking system, Wayne Trail also came to the rescue with a solution to improve productivity at the firm’s monster twin-press tandem. That line stamps one-piece door frames from two-out blanks. At one time, as many as four operators worked at the press-line exit conveyor to remove, stack and palletize the stampings. To reduce end-of-line labor content, ne Trail designed and installed an indexing servo-driven end-of-line conveyor, programmable to any desired feed length and speed.
 |
| One of Newman’s two four-press tandem lines, which stamp exhaust-system components, illustrates a new robotic transfer system that employs a common feed bar running the length of the line. In addition to dramatically reducing each line’s footprint, line speed has increased by as much as 8 strokes/mi |
“We can pause the conveyor while the press continues to run,” says Thomas, “so that as many as four stampings stack and nest on the conveyor at a time. Stacking on the conveyor allows us to manage the end of the line with only two operators rather than four.”
Lastly, Thomas showed us a pair of Aida four-press tandem lines in the plant, which stamp exhaust-system components, recently upgraded with new robotic transfer systems. The lines initially were set up with a robot between each press; presses would run intermittently, stopping to await transfer movement. The new robotic transfer setup on each tandem line employs a common feed bar that runs the length of the line. In addition to dramatically reducing each line’s footprint (since Newman was able to locate the presses closer together), the presses now run continuously—during each transfer cycle, the feed bar tends to all four presses.
Thomas explains that the productivity gain—line speed has increased by as much as 8 strokes/min.—was critical to meet new exhaust-stamping production requirements. The new model exhaust systems take all laser-welded components, Thomas explains, which required Newman to completely redesign its stamping procedure.
“Laser welding the exhaust-system stampings (rather than arc welding) requires much tighter tolerances on part dimensions,” he says, noting that tolerances are now +0 and –0.2 mm, compared to ±0.5 mm before. “Meeting the tighter tolerances required not only an entirely different approach to die design and build, but also forced us a from two-out stamping to a more controllable and repeatable one-out process.”
Hence the desire to increase line speed via the new robotic transfer system. MF
View Glossary of Metalforming Terms
See also: Lincoln Electric Automation
Technologies: Stamping Presses
