The firm serves a core customer base of 10 to 15 companies as a Tier Two supplier, and has another 50 customers or so that place orders a few times a year. For its core customer base, it runs some 200 dies, stamping a variety of alloys—beryllium copper, brass, bronze, stainless steel and aluminum—processed from strip 0.210 to 3.5 in. wide and 0.0025 to 0.310 in. thick.
The die-management process described by Flock includes developing standards to optimize die performance in multiple presses. “We used to have dies that ran in only one press,” Flock says. “With lot sizes in the millions, scheduling was not an issue.
“Today’s scheduling requires a die that typically runs in a 22-ton press be capable of producing good parts in any available press up to 90 tons,” Flock adds. “That creates a whole set of challenges—our dies and pressroom techniques must be versatile.”
Such innovation has become modus operandi for the die design and build team at Composidie, and for its precision machining and grinding operation. “Our stamping success starts with our die design and building capabilities,” says Dave Abel, the firm’s vice president of engineering and production.
Medical-Market Dependence Brings New Challenge
Die building has been elevated to previously unforeseen heights to provide Composidie access to the burgeoning medical market. Medical stampings, which the firm believes will for the most part continue to be sourced domestically, now represent 15 percent of Composidie’s book of business.
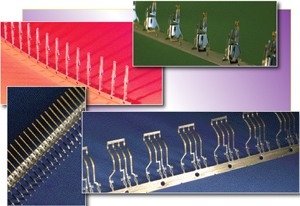
“We like the medical industry,” says Flock, “since a lot of the parts we make are used once and then disposed of.” Nearly half of the firm’s work goes to the automotive industry, the balance to hardware, white goods and electronics. And it’s also a specialist in bandolier technology, cross-feeding round and square wire and assembling in the die. It has developed a unique process for coining the tip of the wire pin rather than the typically used machining process. Coining the tip allows Composidie to run its bandolier dies at higher stroke rates than does machining the tip, without having to worry about chips and slivers. “Some of our bandolier dies have run at nearly 1000 strokes/min.,” says Flock, “while dies that machine the tip can only run at around 250 strokes/min.”
Medical products represents the firm’s fastest-growing market segment, and meeting market demands from its customers has Composidie focused on quality consistency. This means more use of sophisticated measuring technology, including noncontact coordinate measuring with a video measuring system with resolution to 0.00001 in.
Challenging the Composidie team responsible for die design and build: unbelievably tight tolerances on similarly unbelievably tiny stampings that result in ridiculously tight die clearances. Here, dimensional tolerances are measured in the millionths of an inch, on parts as thin as 0.002 in. and less than ¼-in. dia., that require the firm to produce tooling to a mirror-like finish to achieve die clearances as tight as 0.0001 in. That’s precisely the specifications to which the firm recently worked, on a die built for a medical customer in Ireland.
 |
One of several high-speed stamping lines at Composidie performs in-die assembly using silver wire feeding into a terminal die to produce a coined contact terminal.
|
“We can’t have grind lines—the ultra-high finish quality that we used to only specify for our parts is now what we specify for our tooling,” says Bryan Christopher, manufacturing manager, who also works in new-die development. “The only we can outperform other stampers in our market, that typically have the same press and feed technology that we have and the same access to good-quality materials, is to put better tools in the presses. Beyond that, we work hard to maintain a high level of technical expertise among the employees responsible for fabricating our tooling.”
No Toolmakers—Specialists Instead
To develop technical expertise among its machine-shop personnel, Composidie prefers to develop specialists, rather than cross-train workers in a number of different machine types.
“We don’t have any toolmakers or diemakers, where one person can take a part print and build a complete tool,” says Christopher. “Instead, we develop our people to specialize in one function—wire EDM, surface grinding, etc. We’ve developed an assembly-line approach to building our tools, where each person on the line becomes a specialist in one function.
“The process is so robust that when a tool leaves new-product development,” Christopher continues, “our people on the shop floor rarely if ever have to make adjustments. If we were to have, say, four different people polishing our dies, then we’d likely get four different parts. With specialists for each task, we get very good consistency.”
Over the last few years the firm has seen its lead times for die build drop to as little as 6 weeks. At the heart of this success, says Abel, is its continuous investment, nearly annually, in new state-of-the-art equipment used to build dies. “We work closely with our machine suppliers as they develop new machines, and we typically receive one of the first new models when a company introduces new technology,” says Abel. The firm’s manufacturing facilities house more than 80 high-speed presses, 90 surface grinders, 40 wire-EDM machines and eight multi-axis machining centers. MF
Industry-Related Terms: Brass,
Coining,
Core,
Die,
Grinding,
Hardware,
Lines,
Polishing,
Run,
Stainless Steel,
Stroke,
SurfaceView Glossary of Metalforming Terms
See also: Bruderer Machinery, Inc.
Technologies: Materials, Stamping Presses, Tooling