|
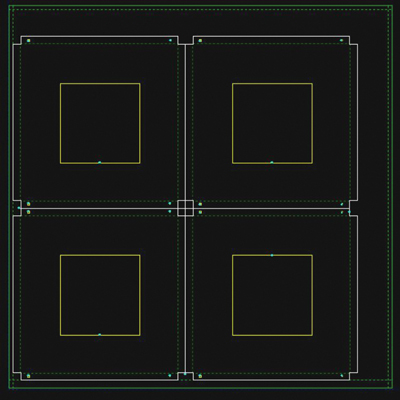
| Newer software provides more powerful algorithms, including the ability to nest parts within parts. “Fabricators, perhaps those producing appliance parts such as refrigerator or oven doors, for example, work with parts having internal cutouts for the glass or for some other feature,” says John Parenzan, software product manager with Amada America, Inc., says. “Nesting parts within those cutouts reduces material waste and handling, and adds more parts to a sheet.” |
“Many fabricators seek to employ nesting software early on when estimating jobs,” he says. “To do that, software run times must be accurate in order to provide fast, accurate quotes.” Importing accurate cutting conditions increases the likely hood of accurate quotes. As examples, Parenzan cites Amada’s AP100US and Dr ABE Blank applications that can import the cutting conditions directly from the Amada machine controls.
Also, today’s powerful nesting-software algorithms for laser cutters automate work that previously required a programmer’s touch. As a result, nesting applications provide automatic tool selection, lead-in assignment, part spacing, sequence optimization and sheet sizing. And, users can select from a variety of automatically calculated nesting parameters.
“Software offers the ability to move lead-ins to reduce the traverse time,” Parenzan says, citing an efficiency example. “Suppose a circle cut is set to start at the 3-o’clock position, with two holes located side-by-side. Instead of starting both cuts at that position, one can start at 3 o’clock and the other at 9 o’clock, as the head jumps a shorter distance between the hole positions. Time savings add up.”
Importantly, offers Parenzan, users seeking to tweak cutting conditions and further optimize run times can perform simple modifications to default settings.
Better Algorithms Provide More Nesting Options
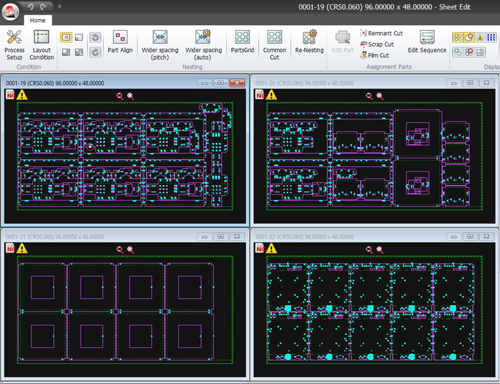
Newer software provides more powerful algorithms to fully optimize part fit up and sheet utilization. This includes the ability to nest parts within parts.
|
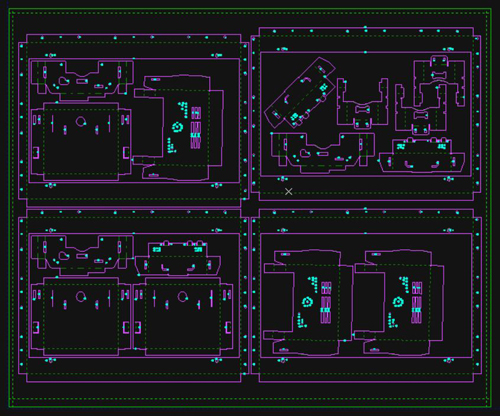
| As shown here, where single cuts separate multiple parts, common-line cutting provides an example of productivity gains available through the use of nesting software. |
“Fabricators, perhaps those producing appliance parts such as refrigerator or oven doors, for example, work with parts having internal cutouts for the glass or for some other feature,” Parenzan says. “Nesting parts within these cutouts reduces material waste and adds more parts to a sheet...it’s like producing those parts for free, at least from a material standpoint. A 20 by 20-in. square may have a 10 by 10-in. internal cutout. Not taking advantage of that means wasting a 10-in.-sq. piece of scrap.
“A 48 by 96-in. sheet may be set for 10 parts,” he continues. “But a fabricator can not only use the internal cutouts, but also use filler parts to increase sheet utilization. Users with parts manufactured on a regular basis can add these parts to nests to increase sheet utilization and green-light time on the laser cutting machine.”
Of course, an experienced programmer can achieve high sheet utilization and optimal sequencing, but how much programming time is too much?
“Do you want a programmer to spend an hour to gain perhaps 5-percent sheet utilization for a program that will be run one time? Parenzan asks. “The programmer could have programmed five other jobs in that time.”
Meshes with ERP Software
To better integrate with company-wide ERP systems, laser-machine programmers can import and export CSV files.
“There is no need for an operator to spend time navigating through a network drive to find part A, then part B, then part C.” says Parenzan. “With our software, for example, the CSV file contains part data, such as material type, thickness and quantity, that load directly into the nesting engine, for automatic nesting. It’s a time-saver. Most ERP systems can generate these types of files that load right into the nesting software. It eases the job of a programmer.”
In addition, teaming an experienced operator/programmer with nesting software, Parenzan says, provides a highly effective combination.
“An experienced laser operator is the ideal user of nesting software,” he explains. “Experience on these machines helps immensely, as skilled operators know how the machinery works and how the nest should flow.”
Software programs often consider situations recognized by these experienced personnel. For example, explains Parenzan, the location of a 2-in.-dia. hole may result in a tip-up that can crash a laser head and take down a machine. A better option may be to destruct the hole.
“Instead of cutting it as a 2-in. circle, the laser cuts four pie-shaped pieces that drop down into the slats,” Parenzan explains. The software does that, reducing the likelihood of head collisions or similar problems.”
Flash cutting, notes Parenzan, where the laser head stays down instead of picking up for every pierce point, is another productivity booster enabled through robust software.
“Prevalent in software for fiber laser cutting, this feature gains productivity when manufacturing hole-intensive parts,” he says. “No need to pick up, then pierce, then pick up, then pierce...the head stays down.”
Common-line cutting, where separate parts benefit from a single cut, provide another example of productivity gain available through nesting software.
Dialing in on nesting through the host of capabilities delivered by the latest programming and nesting software, combined with laser cutting experience prevalent in your shop, concludes Parenzan, provides a powerful combination leading to effective and productive work on the table. MF
Industry-Related Terms: Blank,
Circle,
CNC (Computer Numerical Control),
Forming,
Hard Tooling,
LASER,
Material Utilization,
Nesting,
Run,
Thickness,
WebsView Glossary of Metalforming Terms
See also: Amada North America, Inc
Technologies: Cutting, Management, Software