Sims Aren't Everything
December 1, 2018Comments
Simulation has made inroads into the metalforming community as an ideal way to predict what will occur when sheetmetal of known properties is subjected to known deformation forces. It saves days of trial-and-error, helping to evaluate what-if scenarios associated with variables such as metal grade and thickness, binder and addendum designs, and blank shape.
It is, however, risky to blindly accept simulation output as infallible. Simulations are accurate, but only to the extent that the inputs represent reality as opposed to a simplified estimate of reality. Simplification begins with the imported CAD file. No doubt that the design in the file was accurate at one time, but most likely that dates back prior to tool construction. Once fabricated, tooling likely undergoes some period of adjustments to achieve a good part, such as, for example, using spotting blue to check a bearing. By grinding anywhere on the tool and especially on a draw bead, you’ve made a permanent change to the metal flow in that area. Best practice: Re-scan the tools once they produce good parts. This provides a record of the tool surface responsible for today’s parts.
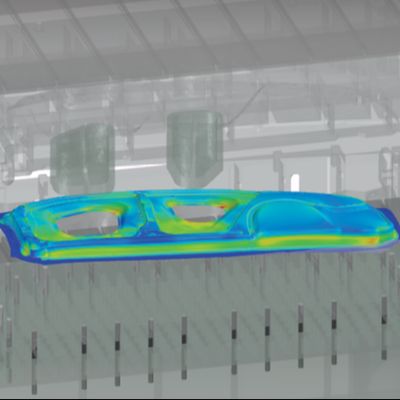
Recent years have seen more attention paid to the weight of forming tools, with the focus on making them lighter. This has led to structural analyses of the tooling to ensure mass only where it contributes to functionality. The expectation is that reduced mass does not impact tooling stiffness, and what remains is the minimum functional structure. This may be an acceptable strategy should the tooling surface be retained during the buyoff process. We know that issues with springback increase with stronger sheetmetals. In the hands-on process of minimizing springback during physical tryout, recuts become inevitable. Since each iteration removes tooling metal, tooling stiffness can be affected. In most simulations, assumptions include rigidity of the tool, ram and bolster, with no deflection under load of any component. But rarely does this accurately represent reality.
The Modulus of Elasticity (E), an important input into forming simulations, is critical to obtaining an accurate assessment of springback. Textbook values for E include 210 GPa and 70 GPa for steel and aluminum, respectively. However, these values change based on specific grades or alloys. These textbook values typically are determined in tension. However, regarding springback, the modulus from unloading should be considered. According to some studies, the unloading modulus may be 25 percent less than the modulus determined during loading. Furthermore, the modulus changes based on the level of plastic strain seen in each region of a part.