Mistake Proofing with Metrics
Echoing Foster’s perspectives, IQMS’s Columbus notes that all manufacturers have the potential to improve production efficiency and quality by adopting real-time monitoring,
including IoT-based sensors and systems, into their production workflows.
“And,” he says, “it can be done without massive investments.”
With great volumes of data comes great responsibility. Strip away the hype, Columbus says, surrounding real-time monitoring and IoT in manufacturing and all that’s left are the core metrics and
key performance indicators (KPIs) that define and predict customer satisfaction and quality.
|
Conference Covers All of This, and More!
 All of the experts interviewed here will serve as presenters at the IoT for Metalformers and Fabricators conference, April 18-19, 2018, in Nashville, TN. The conference, presented by MetalForming magazine and the Precision Metalforming Association, is designed specifically to educate floor supervisors, manufacturing engineers and managers, IT directors, and others working in metalforming and fabricating plants on the coming wave of digital manufacturing and plant-floor connectivity. In addition to the information covered in this article, attendees also will benefit from hearing case-study presentations describing IoT implementations in metalforming and fabricating plants, and the results from those projects. All of the experts interviewed here will serve as presenters at the IoT for Metalformers and Fabricators conference, April 18-19, 2018, in Nashville, TN. The conference, presented by MetalForming magazine and the Precision Metalforming Association, is designed specifically to educate floor supervisors, manufacturing engineers and managers, IT directors, and others working in metalforming and fabricating plants on the coming wave of digital manufacturing and plant-floor connectivity. In addition to the information covered in this article, attendees also will benefit from hearing case-study presentations describing IoT implementations in metalforming and fabricating plants, and the results from those projects.
Learn more and register to attend at www.metalformingmagazine.com/iot/.
|
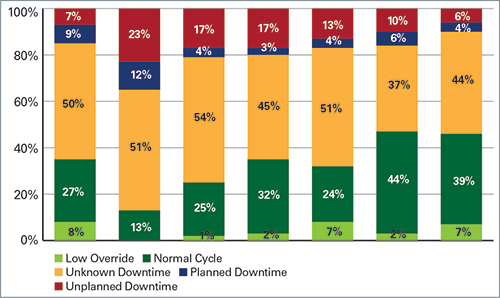
“Taking on the challenge of mistake-proofing metalforming and fabrication plants will fail without a plan,” Columbus stresses. “Trying to fire-fight a series of smaller symptoms of a much larger quality, compliance or workflow process also leads to failure. Without a series of clear-cut goals, the data collected are for the most part meaningless.”
Referencing the accompanying graphic (Fig. 1), Columbus illustrates how chaotic a plant floor can become. All of the machines in the example have at least 37-percent unexplained downtime. Such poor performance might become evident only after initiating a real-time monitoring pilot.
Columbus identifies five quality metrics where IoT can help manufacturers gain control of quality and mistake-proof their operations:
- Manufacturing cycle time—Quantifies the amount of elapsed time from order taking to production. Real-time integration, applying Six Sigma to identify process bottlenecks, and re-engineering systems to be more customer-focused will improve performance.
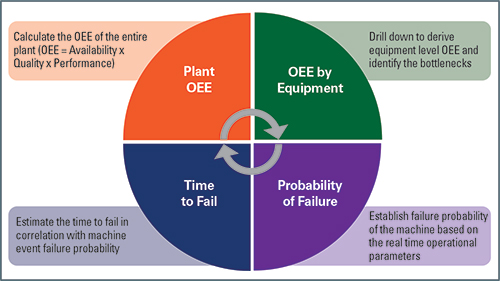
- Overall equipment effectiveness (OEE)—Many manufacturers consider this the most important metric to ensuring stable, profitable production operations. OEE measures the performance of a given machine, product line, work team or entire production center. Managers look at OEE at the machine level to track each production asset’s utilization rate, performance levels and quality. OEE also finds use for scheduling predictive maintenance of machinery (Fig. 2). The formula to calculate OEE: Availability x Performance x Quality.
- Production yield rates by product, process and plant location—Yield rates reflect how efficiently a machine or process transforms raw materials into finished products. Yield rates also reflect the stability of OEE rates and the effectiveness of overall production workflow. Greater real-time integration, improved quality-management systems, and greater supply-chain quality and compliance all positively affect yield rates.
- Perfect order performance—This metric indicates a manufacturer’s ability to deliver complete, accurate and damage-free orders to customers, on time. The equation used to define perfect order performance (perfect order index, POI): Multiply percent of orders delivered on time by percent of orders complete by percent of orders damage-free by percent of orders with accurate documentation by 100.
- Return material authorization (RMA) rate and percent of manufacturing—This represents the percentage of products shipped to customers returned due to defective parts or otherwise not meeting requirements. RMA serves as a good leading indicator of potential quality problems.
How Do We Move From Here to There?
|
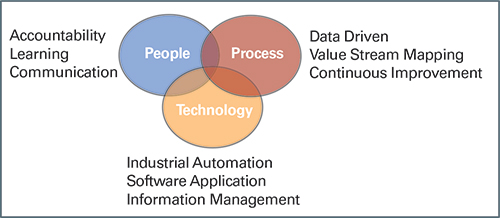
| Fig. 3—“A ‘smart-manufacturing roadmap,’ says Connected Factory Global CEO Scott Phillips, “focuses on people, process and technology.” |
“Over the last two years,” notes Phillips, of Connected Factory Global, “I have spoken with many manufacturers about Industry 4.0—machine shops, metal fabricators, injection molders and assemblers, and companies small to large. Three common questions I hear: What is IoT? Why should I care? Where should I start?
Industry 4.0, explains Phillips, collectively includes four system-design principles.
- Interoperability: The ability of machines, devices, sensors and people to connect and communicate with each other via IoT.
- Information transparency: The ability of information systems to create a virtual copy of the physical world by enriching digital plant models with sensor data.
- Technical assistance: The ability of computer systems to support humans by aggregating and visualizing
information, thus enabling companies to make informed decisions and
solve urgent problems on short notice.
- Decentralized decisions: The ability of cyber-physical systems to make decisions on their own and to perform their tasks as autonomously as possible.
“Leveraging these four principles as the guardrails for a company’s investments in people, process and technology,” Phillips says, “will help executives future-proof their businesses and realize the best possible ROI.”
Manufacturing executives, says Phillips, spend almost every minute of every day thinking about three things:
1) Appraisal assessment—“How are we doing?”
2) Problem solving—“Why did this happen?”
3) Decision analysis—“What action should we take?”
|
IoT Permeates the Metalforming/Fabricating Industry
Among the equipment suppliers spied at FABTECH 2017 touting IoT technology (apologies to any suppliers left off of this list):
- Amada
- Balluff
- Beckhoff Automation
- Bosch Rexroth
- Bystronic
- Cosen Saws
- Eagle Press
- Esab
- Genesis Systems
- Komatsu
- Lincoln Electric
- Mazak
- Miller Electric
- Minster
- Trumpf
- Wintriss
|
“They need to analyze the bottlenecks restricting the flow of information,” he explains, “and then release those bottlenecks, using Industry 4.0 principles, to impact KPIs such as OEE, lead time and on-time delivery.”
To start down this road, Phillips supports the ideology preached by Columbus: Take the time to develop a roadmap, rather than jumping in and implementing piecemeal solutions.
Phillips lays out his seven-step process for creating a ‘smart-manufacturing roadmap’:
1) Assess the current-state organizational capabilities of your people, processes and technology.
2) Prioritize improvement opportunities according to KPIs such as OEE, lead-time reduction and on-time delivery.
3) Analyze information value loops.
4) Identify information value drivers.
5) Define organizational constraints.
6) Create an implementation roadmap.
7) Develop a risk-mitigation plan. “Consider what may not go according to plan and assign a likelihood and consequence level to each risk,” Phillips says. “Then create mitigation plans for each risk that carries potentially severe consequences.
As a final tip, Phillips recommends that companies use the Smart Industry Readiness Index, a tool available online from the Singapore Economic Development Board. Connected Factory Global has converted the assessment tool into an online survey. Respondents receive free feedback on how they compare to others, and guidance on how to create their own roadmaps.
Meanwhile, Back on the Shop Floor
Finally, we look at the plant-floor technology that collects the data that the ERP/MES systems need to enable the benefits described above.
“Getting data off of the machines is not a new concept, and the meaning of connectivity has changed significantly through the years,” says Wintriss’s Finnerty. “Beginning in the 1980s, customer demand pushed industrial-controls manufacturers to provide some means to automatically collect production data. Data flowed over RS-232 serial communications to a dedicated DOS computer, which stored production-count data on floppy disks for later analysis.
“Now, metalformers can employ controllers that communicate over high-speed wireless networks,” Finnerty continues, “to servers capable of making different types of information available to ERP and MES systems, real-time displays (And on displays) that provide live information on the status of important sections of your manufacturing line, and business-analytics software.”
The three most important functions of a modern data-collection system:
- The ability to communicate, in real time, the status of every machine and process;
- The accurate tracking of KPIs that enable real measurable process improvements; and
- The ability to notify specific troubleshooters to the existence of production issues quickly and automatically.
Sensor Technology on the IoT Front Line
Connecting a press shop can seem like a task only for larger manufacturers. And, many metalformers already have reliable, yet aging, equipment on the shop floor that is not yet ready for the scrap heap.
So, how then does a metalformer remain competitive and at the same time bring IoT to their existing facility and equipment?
“Smart manufacturing starts at the sensors,” explains Balluff’s Healy. “Traditional inductive-proximity and photoelectric sensors find increasing use for die protection, automation setups and a host of other applications. Presses, for example, contain sensors that keep track of pressure and position, and help to maintain safe operation. Smart sensors bring a new level of productivity to the shop by providing device health status, diagnostics and warning events, supporting a proactive predictive-maintenance program that promises to reduce downtime.”
However, Healy warns that it doesn’t always make sense to have an Ethernet infrastructure for small amounts of data. In home-automation systems, for example, a smart light bulb or smart switch has only a few data points to communicate. These IoT devices typically use an open standard to connect many smart devices to one Ethernet address.
Similarly, IO-Link is an open industrial solution supported by more than 120 automation suppliers. It connects smart sensors into a machine control while enabling IoT applications. “From these connections,” Healy says, “we can create historical records of events in the plant, generate analytics and gain views into production. Over time, we can develop troubleshooting tactics to reduce downtime events and execute a more targeted predictive-maintenance plan to, possibly, eliminate downtime completely.”
Illustrating use of IoT in metalforming operations, Healy points to Eagle Press & Equipment Co.’s implementation of IO-Link as a simple platform to allow smart sensors to communicate with an automation controller. Not only does the smart sensor report its measurement or switching data, but it also can communicate diagnostics and parameters.
“For example,” he says, “a pressure sensor’s parameters can be stored and redownloaded upon replacement or configuration change. This makes the service and maintenance of the press dramatically easier for the metalformer. With IO-Link, if there’s a service or warranty call, it is much easier to fix a cable or device on the press to get the machine running again. And, since IO-Link provides device parameter storage, the press can even tell the customer if it installed the wrong part number on replacement.”
Eagle Press has seamlessly integrated pressure, level and temperature smart sensors in a variety of applications on the press, including the lube, clutch and bolster control to monitor hydraulic fluid level, pressure and temperature. Additional smart sensors can provide control of the scrap-chute door, counterbalance and hydraulic-overload circuit. Likewise, an IO-Link linear position sensor can measure shut height. In the end, all of these IO-Link devices across the machine enable it for IoT applications.
Healy’s final thoughts concern adding IoT capabilities to existing equipment.
“The most successful implementations,” he says, “start with an obvious but often-overlooked realization that the project must provide ROI. So, start by forming a cross-departmental team, which includes IT, and discuss problems in the plant. Identify a troublemaking machine, or perhaps operators who are struggling to locate tooling in a timely manner. Focus on problems that hinder production efficiency, create an unreasonable level of maintenance or result from operator errors. These issues will serve as perfect pilot projects for IoT.” MF
See also: Wintriss Controls Group LLC, Balluff, Inc., Plex, A Rockwell Automation Company, Plante Moran, Dassault Systemes
Technologies: Management, Sensing/Electronics/IOT, Training







 As technology evolves, manufacturers gain momentum in operational efficiency by leveraging innovations. A perfect example is Industry 4.0 and its smart-factory technology platforms, including the industrial Internet of Things (IoT). IoT creates connected organizations that can improve employee productivity, enable predictive disruption, address and avoid looming quality issues, and quicken prototype development.
As technology evolves, manufacturers gain momentum in operational efficiency by leveraging innovations. A perfect example is Industry 4.0 and its smart-factory technology platforms, including the industrial Internet of Things (IoT). IoT creates connected organizations that can improve employee productivity, enable predictive disruption, address and avoid looming quality issues, and quicken prototype development.