






Resistance Welding Is a Science
December 1, 2018Comments
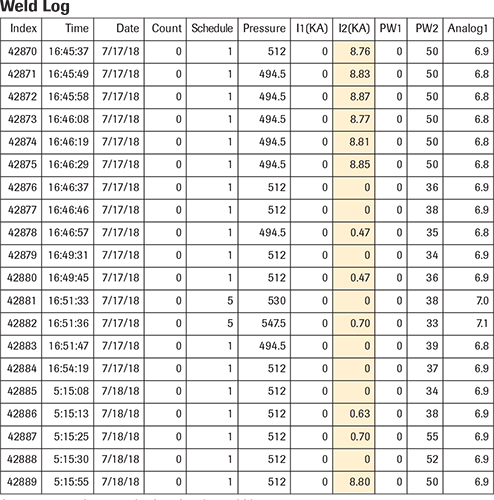 |
| Low current values are displayed in the weld log. |
This, however, can lead to continued quality issues and containment costs that far exceed investing in a scientific, data-driven solution. In other words, resistance welding should be viewed as a science and not “black art.”
The Challenge
Miles Sonnenberg of HTT, Inc., Sheboygan, WI, is a great example of a manufacturing engineer who made the leap from guessing at solutions to resistance-welding-quality issues to quantifying and solving them properly.
Founded in 1986 as High Tech Tool & Die, HTT specializes in deep-drawn stampings. As a value-added secondary operation, the company attaches brackets to round parts, each with a single spot weld. Since it’s an automotive application, that lone weld must be strong.
However, HTT had significant weld-quality issues related to nugget size and strength, and adding to the challenges, these weld-quality issues varied between shifts. As a result, HTT’s customer required a time-consuming, 100-percent quality check of the parts supplied, hurting production and profit margins.
The Journey
Sonnenberg’s first step in solving the weld-quality issues was to identify and define the following possible causes:
- Poor tooling design or condition;
- Improper electrode (tip) dressing;
- Changing key weld parameters;
- Obsolete, 30-yr.-old welder control; and
- Absence of a way to monitor key weld quality variables, such as current and force.
After purchasing new tooling, Sonnenberg performed an electrode-tip-life study to address when the tips needed to be dressed or changed. This improved weld quality, but not enough to satisfy the customer, which continued to demand 100-percent quality checks.
At this point, Sonnenberg called in an experienced outside resistance-welding consultant, who recommended a new weld control with process monitoring and other features available in several brands of controls:
- Current monitoring. Generates a fault if the welding current falls outside of preset limits.
- Constant current. Automatically compensates for welding-current losses due to changes in the incoming line voltage or secondary circuit impedance.
- Differential pressure transducer. Monitors pressure at both ports of the air cylinder and does not allow the machine to fire until the proper weld pressure is reached.
- Electronic pressure control. Allows the weld force to be set from the weld control, thereby eliminating the manual regulator that operators could previously access.
- Weld log (see Weld Log table). Creates a date and time stamp for every weld sequence, including key parameters such as weld time, weld current and pressure/weld force.
- Error log. Generates a date and time stamp each time that a fault is generated.
In addition to purchasing the new, state-of-the-art welder control, HTT also invested in onsite installation and training by a certified resistance-welding technician who set up the initial weld schedules.
Extra Effort
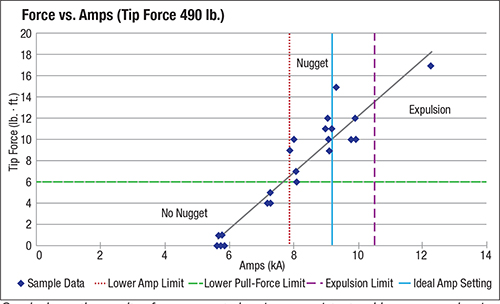 |
| Graph shows the results of a process study using a consistent weld pressure and various weld currents to find the optimum current setting. |
Also, he performed a process study using a consistent weld pressure and various weld currents to find the optimum current setting (see Force vs. Amps graph).
In addition, machine operators no longer were allowed to adjust weld-schedule parameters. To compensate for tip wear, they could only select preset proven weld schedules.


