“I have the SmartPac 2 on eight presses, two of the newer SmartPac Pro models and one SmartPac Pro Servo,” Essenburg says. “We push to make our pressroom as efficient as we can, and that means quick changeover between runs (i.e., fast die changes and quick setups), as well as minimal downtime in the event of unexpected production disruption. That’s where the newer—and standardized—press controls play a critical role.”
“I have the SmartPac 2 on eight presses, two of the newer SmartPac Pro models and one SmartPac Pro Servo,” Essenburg says. “We push to make our pressroom as efficient as we can, and that means quick changeover between runs (i.e., fast die changes and quick setups), as well as minimal downtime in the event of unexpected production disruption. That’s where the newer—and standardized—press controls play a critical role.”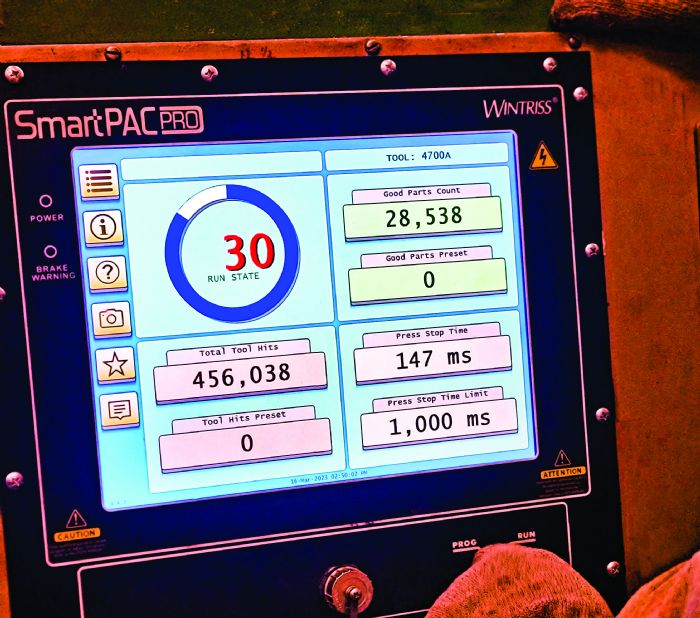 “If we were to rely instead on a laser-beam sensor shooting across a die to sense part-off, the narrow beam could miss a part if it manages to jump over the beam and cause a nuisance stop, and the same could happen with a photoelectric sensor,” he says. “With the Keyence vision-sensing units on every press, we no longer need part-ejection sensors on the dies, and as a result have eliminated the nuisance stops.”
“If we were to rely instead on a laser-beam sensor shooting across a die to sense part-off, the narrow beam could miss a part if it manages to jump over the beam and cause a nuisance stop, and the same could happen with a photoelectric sensor,” he says. “With the Keyence vision-sensing units on every press, we no longer need part-ejection sensors on the dies, and as a result have eliminated the nuisance stops.”
When it comes to controlling Grant Industries’ servo presses, the SmartPac Pro Servo can learn the upper and lower limits for as many as 10 stages of slide movement per cycle, according to Wintriss. The operator simply places the control in the “learn mode” and then runs the press through a complete cycle. In addition, the control can “mask” cam outputs and die-protection sensors, activating these signals only during specific stages of a press cycle—gagging applications, for example.
Tool and Die Crime-Scene Investigator
Describing the recent upgrades from the SmartPac 2 to the SmartPac Pro, Essenburg notes that these are the standard now at Grant and eventually will be added to all of the conventional mechanical presses on the floor.
“I like the Pro for many reasons,” he says. “It’s Windows-based, so it’s quick and easy for our operators to learn and use. The interface is very intuitive. Of course, they also like the touchscreen, compared to the soft keys on the SmartPac 2.”
Other features unique to the Pro include two Ethernet ports, compared to one on the SmartPac 2; the ability to display HMIs that were created in the Wonderware development environment, allowing the control to replace the user interface for ancillary equipment for die-clamping or moving-bolster control, or for lube-system and bearing-temperature monitoring; and unlimited setup memory.
But perhaps Essenburg’s biggest “like” is the ease of which he can extract evidence from the control in the event of an unexpected or unexplained downtime event, allowing him to play “tool and die crime-scene investigator,” he says.
|
Grant Industries, in business since 1964, operates under the care of 3rd-generation owner Rob Grant. The firm handles all aspects of the manufacturing process including designing and building its own tools, production manufacturing, and welding and other secondary processes. It specializes in producing small, high-speed fasteners with 30- to 200-ton presses, as well as heavy stamping with presses from 200 to 800 tons, supplying primarily the automotive industry with airbag components, seatbelt restraints and large underbody parts. It operates three facilities totaling 240,000 sq. ft., highlighted by its primary 120,000-sq.-ft. plant in Clinton Twp., MI, which features an automated underground scrap system. Its newest press: a 700-ton Nidec Minster servomechanical model. |
“The information available from the press control helps me to quickly diagnose any issues,” says Essenburg. “I can, for example, learn why a press has stopped, when it stopped and what happened, whether it be tonnage issues, a part counter, misfeeds or a light curtain, among other things, rather than have to quiz the operators and ask them to piece together a press-stoppage scenario.”
No More Screen Shuffling
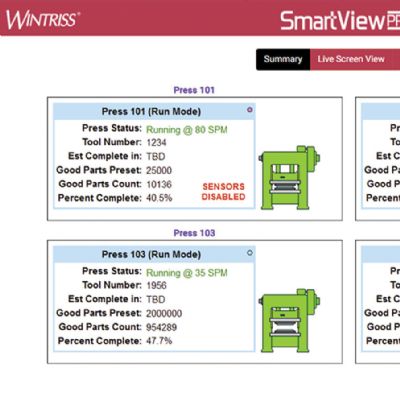
Also appreciated: the ability to customize information on the control’s screen, especially the home screen. “That’s something that I love; we do it all the time,” Essenburg shares. “I can design the dashboards to look and feel exactly how we want them, and display the most vital information on the home screen.”
As an example of how he’s done this, Essenburg refers to die protection: “Now, rather than the operator having to shuffle from screen to screen to find the appropriate information from the sensors, we place everything related to die protection on the home screen, along with tonnage-monitor readings and the parts counter.”
This has become very important on the floor as the firm has continued to add sensors to its tools—it now has at least two eight-channel boxes on its presses, and in some cases three of these boxes, and as many as 18 active sensors on its dies.
“This (screen customization) is huge for me; shuffling screens is not good,” Essenburg adds. “And, I can customize how the sensor feedback is provided—just a green ‘go’ or red ‘stop’ light, or I can add more details. For example, regarding part-out, the control can relay the angle at which the part exited the die.” MF
See also: Wintriss Controls Group LLC
Technologies: Pressroom Automation