






Polymer Wheels Support Aggressive Metal Spinning
March 1, 2015Comments
The move to LED lighting in residential and commercial settings, in place of incandescent, not only impacts aesthetics and efficiency but also sheds new light on metal-fabrication practices. For starters, reflectors typically made by hydroforming now are spun; heres a new spinning tool lighting the way to improved profitability.
Down south in Lithia Springs, GA, metalformer and fabricator Reflek Manufacturing calls itself “your partner for a brighter future.” That’s because the company manufactures millions of dollars’ worth of aluminum reflectors every year from its 100,000-sq-ft. facility.
“Back in the day,” says Reflek vice president of sales and marketing Alan Dorsky, “hydroforming was the manufacturing process of choice for most of the reflectors we made, performed primarily at our headquarters plant in Fall River, MA. That’s because traditional incandescent lighting required more custom-shaped parts, formed from blanks of all sorts of shapes and sizes. Now, due to the trend toward LED lighting in commercial and residential applications, reflectors tend to be circular. That makes metal spinning the manufacturing process of choice.”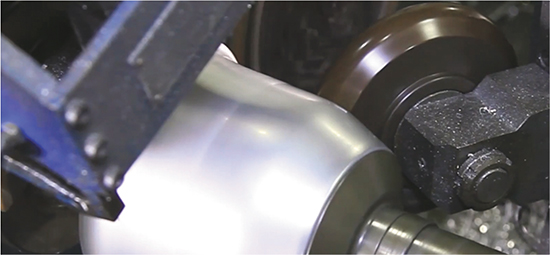
Compared to metal spinning wheels, the polymer wheels run on Reflek’s spinning machines boast better hardness and wear characteristics, and better maintain their machined shape to promote long production runs and minimal downtime.
The need to throw light from LEDs around a room, so it’s not directed at people and creating glare, has increased the demand for spun aluminum reflectors, keeping the 15 spinning machines at Reflek humming. Its CNC spinning machines, all M&M models, “spin aggressively,” says Dorsky, “because we’re always trying to reduce our lead times and get as many parts out the door as quickly as possible. We push the limits of the machines, which means we’re also pushing the limits of the tooling. We don’t cut slowly and smoothly like other metal spinners might, where the tools can last virtually forever. Our aggressive process requires the state of the art in tools, to keep our costs down and to maximize machine uptime.”
In addition to metal spinning, the Reflek plant in Georgia also includes CNC polishing machines, presses, five-axis routers, a sheetmetal-fabrication shop stocked with turret presses and related equipment, an automated anodizing line and paint booths.
The Perfect Polymer
On the shelf at Reflek that’s reserved for spinning tools are newer nonmetallic wheels cut from a proprietary polymer. Compared to the polymer wheels the firm previously used for spinning, the newer tools have resulted in a 15 to 20 percent jump in durability and a 30 to 40 percent decrease in cost.
The spinning wheels of choice are polymer rollers called XU2, from Boedeker Plastics, Shiner, TX. It’s the only wheel material Reflek will use, says Dorsky, on all of its spinning machines—12 small machines with maximum blank size of 14 in., two medium-sized machines for blanks to 26-in. dia. and one large machine capable of spinning blanks to 38-in. dia.
Due to the trend toward LED lighting in commercial and residential applications, aluminum reflectors (shown here) tend to be circular. That makes metal spinning the manufacturing process of choice at Reflek Manufacturing, where “the combination of our high-quality spinning machines and the Boedeker polymer wheels are the only way we can achieve the consistency of surface finish we and our customers desire,” says Reflek’s Alan Dorsky.
“The machines generally run two shifts per day five days per week,” Dorsky says. “They’re our workhorses, the cornerstones of what we do, and the XU2 wheels have noticeably reduced our costs.”
Reflek purchases the XU2 product in 14- to 16-in.-long cylindrical slabs from Boedeker, and cuts its spinning wheels from the slabs on a lathe in its inhouse machine shop. Most blanks are either 6-, 8- or 12-in. dia., and each size requires a different spinning-wheel size. Wheels range from 2 to 2.5 in. thick.
The material is easily machinable, Dorsky notes, “so we can quickly trim a wheel down to satisfy a custom radius on the outside, for specific or unique applications, rather than using our standard 3⁄16-in. edge radius. And, it’s easy to recut the radius as the wheels wear.”
Productivity Plus—Quality Also a Bright Spot
As often is the case when fabricating aluminum sheetmetal, surface finish sits high on the list of customer concerns for Reflek. And, the XU2 wheels don’t disappoint.
“Lighting companies—our customers—market their ability to throw light better than others,” Dorsky explains. “And, since LED bulbs sit higher up in the reflector than do incandescent bulbs, any surface imperfections in the reflector tend to show up. The combination of our high-quality spinning machines, designed to exert a lot of pressure on the parts, and the Boedeker polymer wheels are the only way we can achieve the consistency of surface finish we and our customers desire.” MFView Glossary of Metalforming Terms
See also: Boedeker Plastics, Inc.
Technologies: Other Processes
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted. Other Processes
Other ProcessesLeadership Change at MJC Engineering & Technology
Wednesday, May 1, 2024