






Stainless Steel Light-Weighting Challenges
April 1, 2013Comments
Light-weighting in the automotive industry typically has been associated with materials such as aluminum, magnesium, advanced high-strength steels (AHSS) and composites. Now stainless steels are getting in on the act, not only for use in exhaust systems and applications such as body trim, windshield-wiper arms, cylinder-head gaskets and fuel-filler necks, but also for structural components. The 2010 Audi A6, for example, features eight highly stressed components in the body structure comprised of ultra-high-strength austenitic stainless steel (Nirosta H400). Fuel cells also offer new opportunities for stainless steel—heat exchangers, humidifiers and combustors, for example.
So what challenges will light-weighting with stainless steels pose for metal-stamping companies? Metal stampers and tool shops experienced with plain carbon steels often experience problems making parts from stainless steel. Poorly designed manufacturing processes often produce inadequate results that can fuel misconceptions and myths regarding these corrosion-resistant materials.
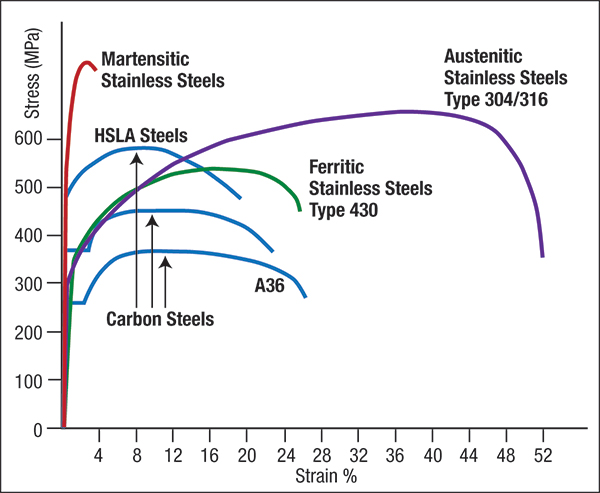
For example, most stainless steels have work-hardening rates greater than those for plain carbon steels. Many stampers wrongly believe that stainless steels are less formable than low-carbon steels because they work-harden excessively. However, many grades of stainless steel have substantially higher ductility than mild steels, and metalformers frequently deep-draw stainless steels into very complex shapes without performing intermediate annealing. Even the less-formable ferritic grades have outstanding ductility (see illustration).
Fighting Surface Friction
Stainless steels contain more than 10.5-percent chromium, which reacts naturally with oxygen in the air to create a passive chromium-oxide film on the surface of the steel, meaning the surface of the steel no longer reacts chemically to its surrounding environment. It is this passive film that provides stainless steel with its superior corrosion resistance.
The chromium-oxide surface film, even though very thin, significantly increases the level of friction between the stamping tool and the workpiece. The combination of high forming pressures and surface friction results in significantly higher tool-wear rates compared to stamping low-carbon steels. These higher wear rates increase requirements for tool maintenance and cause added downtime and production costs. As a result, metalformers must carefully select processing parameters, tool coatings and lubricants to optimize tooling performance.
Due to the high work-hardening rate of stainless steels, more press power and press energy (as much as 100-percent more) is required for forming. Tooling must be of sufficient hardness and have a highly polished surface. Stampers should avoid using D2 tool steel with stainless steel in severe forming and deep-drawing applications, since D2 also contains chromium. When sliding occurs between two materials under high pressure and heat, the components in contact should be of dissimilar materials to avoid galling.
Extreme-pressure lubricants are essential for forming and deep-drawing stainless steel. Standard practice should include lubricating both sides of the blank to minimize friction and reduce galling tendency. Stampers often apply polyethylene (PE) or polyvinylchloride (PVC) plastic films to the sheet surface to aid forming and drawing and to also protect the surface finish. These films provide excellent lubrication with friction coefficient values below that of oil. PE usually suffices, but PVC may be required for severe draws and multiple forming operations. Both can be difficult to remove and should not be left on the stamped parts for extended periods of time. Exposure to the sun can make them impossible to remove.
Higher Pressure, Slower Speed
Blankholder-pressure requirements will be much higher with stainless steel than for low-carbon drawing steel. The ferritic grades (430) require about 50-percent more pressure, while austenitic grades (304, 316 etc.) may require as much as three times the force of low-carbon steel. Also, drawing speed will be much lower than that for low-carbon steel. A unique feature when cold-forming stainless steel is that more severe deformation is possible when using slower forming speeds. This differs from mild steels, which form virtually the same regardless of forming speed. In general, when forming stainless steel into difficult shapes, slow down.
The required clearances between the draw punch and die-cavity wall will be greater for stainless steels compared to mild steels. For austenitic grades, set clearance equal to workpiece-material thickness plus an additional 35 to 40 percent; most ferritic alloys require a clearance 10 to 15 percent greater than material thickness.
Keep it Clean
The appearance of rust streaks on stainless steel sometimes leads to the belief that the material is rusting. However, the source of the rust will be some other iron or steel components. Contamination can easily occur when pressroom equipment that has been in contact with mild steel is not thoroughly cleaned prior to processing stainless steel.
Other sources of iron contamination include:
• Producing stainless-steel parts in tooling also used to stamp mild steel;
• Cleaning parts in solutions used to clean mild steel;
• Handling stainless-steel coils with steel chains; and
• Sharing material-handling equipment between mild and stainless-steel parts.
Be sure to clean all handling and processing equipment prior to use with stainless steel. Shops would be wise to carefully plan and schedule the handling of stainless steel, to help ensure proper cleaning and preparation. Best practice dictates using dedicated handling equipment for stainless steel whenever possible.
For more information on forming, punching and drawing stainless steel, visit the Specialty Steel Industry of North America at www.SSINA.com. MFView Glossary of Metalforming Terms
Technologies: Materials, Quality Control
