







AHSS Application Guidelines, Version 5—in Summary
Opening Section: An introduction defines AHSS and their role in helping the automotive companies satisfy lightweighting, safety, efficiency, emissions, manufacturability, durability and cost requirements. Also covered, due to growing environmental concerrns: life-cycle assessment for CO2 emissions from production of the steel all the to vehicle recycling.
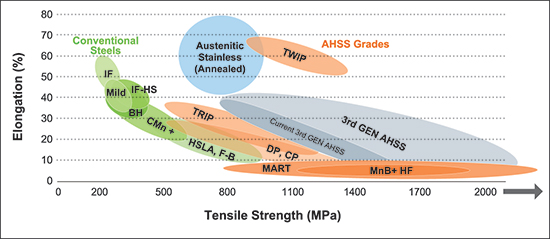
Metallurgy: Conventional low- and high-strength steels have a single-phase ferrite microstructure. In comparison, AHSS microstructures contain one or more phases other than ferrite, including martensite, bainite, austenite, retained austenite and other configurations of grain modification. Explanations of each type of AHSS provide an understanding of the mechanical properties and forming behavior of the different steels. Highlighted is the tremendous progress made to improve ductility while preserving strength levels.
Mechanical Properties: Many OEMs hand production and even die design and build off to their Tier 1 and lower suppliers. Thus, suppliers must understand not only the three commonly used properties of yield strength, tensile strength and total elongation, but also less familiar terms such as workhardening (n-value), diffuse (width) necking, local (through-thickness) necking and strain-rate hardening. Global ordering and shipping of steels becomes more demanding as different parts of the world use different procedures to measure the same properties. Test procedures for total elongation, for example, may require 2- or 3-in. gauge lengths plus different widths. So, a single steel sample could have a total elongation of 34 percent or 39 percent depending on the active test procedure
This new unit to the guidelines covers the many forming properties obtained from tensile tests. It defines each property and explains how it changes as the tensile test progresses. Properties not acquired from a tensile test also are discussed.
The most important property for forming is work (strain) hardening, defined by the n-value. After stabilizing the beginning of the tensile test, conventional low- and high-strength steels exhibit constant n-values. In contrast, dual-phase and TRIP steels have n-values that change during deformation. This requires obtaining the instantaneous n-values over the course of the test—these values better-reflect material stretchability.
Deformation Limits: Forming limit curves (FLC) have been used for decades to predict the maximum amount of stretch available for different combinations of major and minor surface strains. While the details of these curves vary by global location, the end purpose remains the same—do not allow stampings to be made without a sufficient safety margin. The same FLC procedure used for conventional steels can be used for DP steels. However, the properties of TRIP steels change during forming, which cancels most FLC calculations. With a total elongation around 5 percent, very high-strength martensite has a very low FLC that proves difficult to measure experimentally.
Extensive research has been conducted to develop some means to predict edge-stretch limits. The traditional FLC was never intended to be used for stretch limits of cut, sheared or punched edges. During cutting, the steel severely deforms and the n-value decreases to an unknown value. This deformation can extend back from the cut edge by one-half of sheet thickness. DP and TRIP steels contain islands of hard martensite that act as crack initiators to lower the FLC even more. Improving the cutting parameters–clearance, and cutting-blade angle and orientation–provides some improvement. Other research approaches attempt to alter the microstructure of the steel to increase stretchability.
 |
| Fig. 2—The hot-forming sequence creates complex stampings with very high strength and no springback issues. |
Another forming mode affected by AHSS is stretch-bend limits with tight bend angles. With the outer surface of the bend in tension, it exhibits reduced stretchability because the hard martensite particles trigger surface fractures. Researchers hope to develop forming-limit curves for these last two forming modes.
Cold Forming–Stretchability: For traditional low- and medium-strength steels, n-value decreases as yield strength increases. As n-value decreases so does overall stretchability. A lower n-value encourages the formation of highly localized strain gradients, which can cause early failure.
Increasing n-value is one goal of AHSS. For DP steels, an increase in n-value in the engineering strain range of 4 to 8 percent helps to prevent the formation of severe gradients. However, n-value decreases back to that of a high-strength low-alloy steel of the same yield strength. Therefore, no increase occurs in the terminal n-value or FLC. In contrast, TRIP steels have an initial n-value climb that is maintained throughout deformation. These steels prevent the initiation of gradients and increase the allowable stretchability defined by the FLC–a double benefit.
Hot Forming: The use of hot forming (HF) has increased greatly during the last 5 yr. Direct HF can form severe and complex shapes. Stampings exhibit the super-high strength of martensite after quenching. And, the process results in nearly no springback.
The HF process (Fig. 2) begins with heating a coated manganese-boron blank to above 900 C and then rapidly transferring the blank into a press. The press quickly forms the stamping, which has a tensile strength of only 100 MPa. The stamping then dwells in a water-cooled die until transformation to martensite is complete—tensile strength of 1900 M, total elongation of about 5 percent.
Press Requirements: Because AHSS products have significantly different forming characteristics than conventional steels, they challenge conventional mechanical and hydraulic presses and related equipment. Some of these differences include lower formability/ductility, variations in through-coil properties, higher forming loads and increased springback
The stamping industry continues to develop more-advanced die designs and advanced manufacturing techniques to help reduce fractures and scrap created when stamping AHSS using traditional equipment. Servo-driven presses are a great example—these presses adjust slide speed throughout the stroke to ensure shape and dimensional accuracy of the formed product. A pressure sensor within the servo die cushion (similar to that of a hydraulic cushion) controls the position of the die cushion, allowing for the optimization of material flow in the flange between the die and the blankholder. These characteristics have proven valuable when forming complex geometries from AHSS products.
Lubrication: Deforming higher strength steels (especially AHSS) requires more energy. Higher forming energy causes the stamping and the die to increase in temperature. This decreases lubricant viscosity, and usually increases the lubricant’s coefficient of friction (COF). Lubricant breakdown can occur, causing galling and scoring of the sheetmetal and dies.
In the end, blankholder restraining force increases, defeating the goal of more material flowing into the die. Draw beads in the binder area further complicate the problem. Likewise, increasing the number of strokes/min. increases the amount of heat generated with a corresponding increase in workpiece and die temperature.To battle heat buildup when forming AHSS, stampers opt for better lubricants less prone to viscosity changes and lubricant breakdown. Water-based lubricants disperse more heat than do oil-based lubricants. Some AHSS stampings may require tunnels drilled inside the tooling for circulating cooling liquids. These tunnels target hot spots (thermal gradients) that tend to localize deformation and lead to failures.
Some lubricant manufacturers have developed stable, low-COF dry (barrier) lubricants. These lubricants (mainly polymer based) completely separate the workpiece material from the die. A dry lube’s COF for the same combination of steel and die can be 0.03, compared to 0.12 to 0.15 for a good wet lubricant. That means doubling the blankholder force to maintain very flat binders for joining purposes will still reduce the binder restraining force by one-half or more. That reduction in binder restraining force allows much more material to flow into the die. The amount of punch stretching can drop from the FLC-red failure zone to well into the green safe zone.
The complete separation of sheetmetal and die by the barrier lubricant also will isolate any differences in coating characteristics. Most important, the COF tends to be temperature-insensitive, resulting in a more robust forming system. Finally, a known and constant COF over the entire stamping greatly improves the accuracy of computerized die tryout (virtual forming).
Springback: Springback has been cited as the leading hurdle to meeting part dimensional specifications when stamping AHSS. The elastic stresses causing springback are on the atomic level and cannot be seen or even easily measured during forming. These stresses are proportional to workpiece-material yield strength and can be very high for AHSS. While bending 175-MPa mild steel might result in 2 to 4 deg. of springback, bending 1400-MPa AHSS could result in 16 to 32 deg. of springback.
The AHSS Application Guidelines includes extensive explanations of the types of springback and correction techniques. Three main correction categories are:
1) Change the elastic stresses from unfavorable to favorable: A commonly used technique is post-stretching.
2) Reduce or minimize the magnitude of the stresses: The most effective procedures are changes in the die design to control material flow.
3) Lock in the stresses. Mechanical stiffeners are designed into the stamping.
Each category contains numerous possible solutions to springback problems.
Virtual Forming: Using software to evaluate sheetmetal formability has been in industrial use (as opposed to university and research environments) for more than two decades. The current metalforming programs are part of a major transition to virtual manufacturing that includes analysis of welding, casting solidification, molding of sheet/ fibre compounds and automation.
Computer simulation of metalforming is identified more correctly as computerized forming-process development or even computerized die tryout. The more highly developed software programs closely match the forming of sheetmetal virtual stampings to the physical stampings in the press shop.
A full range of analysis capabilities is available to evaluate AHSS as a new stamping analysis or to compare AHSS stampings to conventional mild-steel stampings. These programs allow rapid what-if scenarios to explore different types and grades of AHSS, alternative processing or even design optimization. During selection of process and die-design parameters, the software will evaluate how each new input not only affects the outputs, but also will show wrinkles and generate a press-loading curve. Problem areas or defects can be traced backwards through the forming stages to the initiation of the problem. The most comprehensive software allows analysis of multistage forming, such as progressive dies, transfer presses or tandem presses. The effects of trimming and other offal removal on the springback of the part are documented.
Running all of the parts in the virtual world at the same time and comparing compatibility is a big step forward for press shops and the final assembly stations. The virtual press shop becomes even more important for AHSS, because their higher strengths reduce the size of the formability windows. To generate a meaningful output, metalformers must partner with their steel suppliers to obtain the actual steel properties to input into the virtual-forming software.
Case Studies
The latest edition of the guidelines includes results of a program by the Auto/Steel Partnership to evaluate forming of10 AHSS stampings, from initial design through virtual forming to physical forming and test evaluation. Included are springback compensation, post-launch analysis and lessons learned. Studying these stamping trials illustrates what can be accomplished when all parties come together as partners and not enemies. MFView Glossary of Metalforming Terms
Technologies: Lubrication, Materials, Quality Control

