• Improved crash-energy absorption;
• Higher total elongations; and
• Reduced local elongation and edge-stretching capabilities.
Cut-Edge Quality
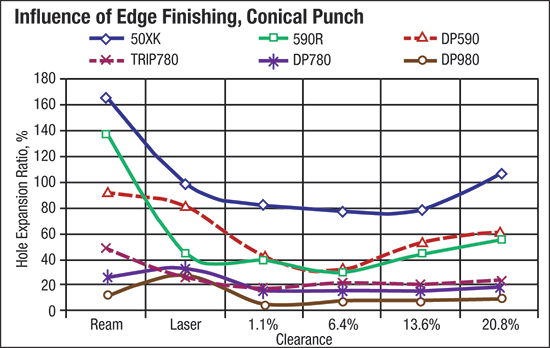
A U.S. Steel Corp. study (Fig. 1) examined the influence of sheared-edge finishing on a variety of AHSS grades, including high-hole expansion (HHE) grades. Researchers evaluated various edge conditions by altering die-cutting clearance and establishing the maximum hole-expansion ratio (HER) for each combination of material grade and edge condition. A larger HER indicates greater edge-stretching capability.
All of the AHSS grades tested produced their minimum HER values (poorest performance) with cutting clearances from 6 to 8 percent. Small increases in cutting clearance increased HER noticeably for DP 590 steel, but only slightly or not at all for the other grades.
Contrary to die-shop rules of thumb, the optimum die-clearance values were much higher than the traditional 8 to 12 percent per side. In fact, for all of the AHSS steels tested, the highest HER values correspond with a per-side die clearance of approximately 21 percent.
Laser-cut edges, commonly used during initial tool tryout, displayed superior edge-stretching capability for AHSS. Replacing laser cutting with conventional cutting and punching in production will lead to significantly lower edge-stretching capability.
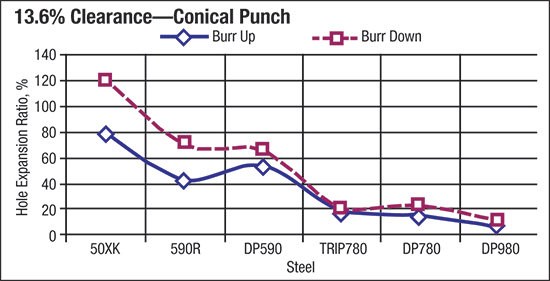
The influence of burr location on HER proves greater for conventional high-strength low-alloy (HSLA) steels than for AHSS grades (Fig. 2). However, positioning the burr to be in contact with the punch improves HER in all cases.
Forming and Flanging
Part design plays a critical role in minimizing the number of forming steps required to stamp AHSS parts. Springback must be addressed as early as possible in the product-design phase to minimize post-forming compensation.
Pulling a blank over draw beads and a die radius into a cavity creates sidewall curl—prominent in AHSS applications. The primary cause of sidewall curl: unbalanced stress distribution on each side the material. To correct sidewall curl and other springback problems, metalformers use locking beads or other tooling techniques that stretch the sidewalls just before the bottom of the press stroke. The resulting stretch usually is effective in reducing the residual stresses and part-to-part variations.
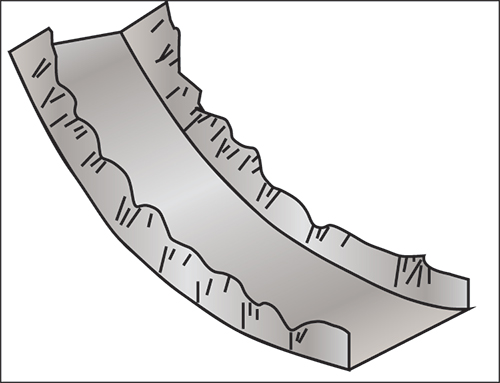 |
| Fig. 3—Wrinkles in a shrink flange. |
Wiping dies are a type of forming tool requiring the use of pressure pads to prevent the workpiece material from slipping during forming. Pad pressure for wiping dies generally equals the punch force required for forming. Because AHSS materials can have two to three times the initial strength of HSLA, the required pressure-pad force could be as much as three times greater than that required for an equivalent thickness of HSLA. These levels of holding force may be difficult to achieve in small wiping dies or in a small die area.
To compensate for springback, over-bending must be incorporated into the wiping die. Anticipate as much as 10 deg. of springback, depending on the AHSS grade. The higher forming stress on die materials and the need to work the material further to reduce springback can generate large tool deflections. Therefore, stampers must take care to properly key and heel the form tools to control deflection and maintain part quality.
To further control springback, the form steel in a wipe die usually has a radius less than the part radius, coupled with back relief on the flange steel and forming post. The back relief allows application of additional pressure further out on the formed radius. Very high pressures must be generated in the flange-steel corner radius in order to coin AHSS materials. Of concern under these conditions: flange-steel wear, strength and reliability.
Stretch flanges in AHSS tend to not tolerate abrupt length changes. Therefore, make transitions within the stretch flange as gradual as possible; develop them during product design when possible.
The use of material gainers may be required to generate an increased length of line and avoid edge splitting in stretch flanges. Avoid sharp notch features in curved flanges, and also avoid placing trim by-pass (mismatch) in stretch or compression areas of the flange to help avoid splitting.
Shrink flanges in high-strength materials have a high potential for wrinkles that may not be corrected without product geometry concessions (Fig. 3).
Lastly, avoid wrinkles in shrink flanges at all costs, even if product engineering might accept them. Shrink-flange wrinkles in AHSS stampings can quickly wear out flanging tools. Add take-up beads or other geometric features to consume excess material. MF Industry-Related Terms: Alloys,
Blank,
Burr,
Corner Radius,
Corner,
Die Clearance,
Die,
Draw,
Edge,
Flange,
Form,
Forming Tool,
Forming,
Gauge,
LASER,
Stroke,
Thickness,
Wipe DieView Glossary of Metalforming Terms Technologies: Materials, Tooling