Formable High-Strength Steels, Part 2: Advanced High-Strength Steels
November 22, 2020Comments
Automakers, in constant search for the ideal material for vehicle body structures, carefully consider material strength, formability, corrosion resistance, stiffness and, of course, cost. Safety regulations balanced against the need for lighter components, in order to achieve better fuel economy and reduced emissions, led, in the 1980s and 1990s, to increased use of high-strength low-alloy (HSLA) steels. Increasingly stringent safety, fuel-economy and emissions regulations continue the drive for steelmakers to develop new grades having high strength and formability.
Global commercialization of advanced high-strength steels (AHSS) started in the 2000s. Laying the foundation for application of these products were projects organized by a global consortium of steelmakers, starting in 1995 with the UltraLight Steel Auto Body. Also resulting from this consortium were the AHSS Applications Guidelines, which provide background on the many types of AHSS grades available and provide strategies for forming and joining AHSS grades in body-structure applications. The guidelines are periodically updated to reflect the latest knowledge and best practices. The 2009 version covered 32 different HSLA and AHSS grades, while the 2017 version describes 38 unique AHSS grades. This number will grow with the next release, scheduled for 2021.
The Elaborate AHSS-Production Process
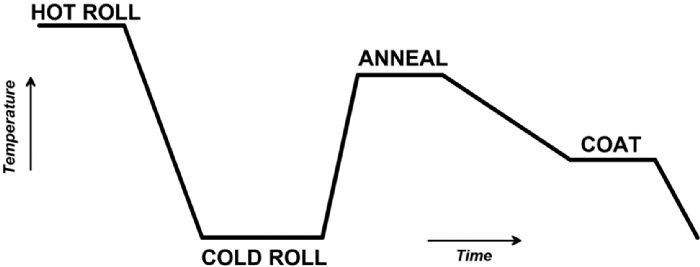
HSLA steels obtain their properties from the melt chemistry, along with minor adjustments made at the steel mill to the heating and cooling cycle during rolling and annealing. The basic thermal cycle mimics that used to produce mild steels, meaning that most flat-rolled steel mills can produce HSLA grades (top graph on the accompanying image).
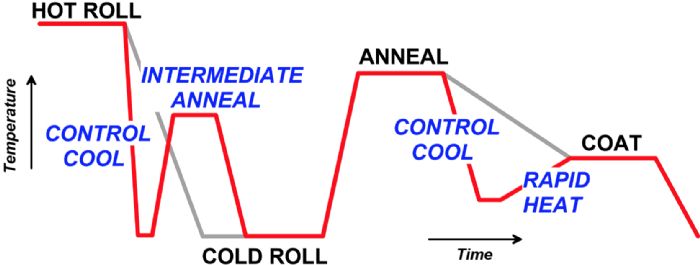 AHSS production requires new alloy compositions run on equipment able to achieve tightly controlled heating and cooling cycles (bottom graph on the accompanying image), equipment owned by relatively few steelmakers. The complexity of these cycles and overall process-control requirements further reduce the number of companies capable of producing higher-strength and more-complex AHSS grades. The elaborate production route leading to the unique microstructures and properties of AHSS explains why these grades are called “advanced.” Among the challenges in AHSS production is the desire to have zinc-coated steels available for corrosion protection. Hot-dip galvanizing, or galvannealing, is an additional heat treatment that ultimately affects the engineered microstructure and resultant properties.
AHSS production requires new alloy compositions run on equipment able to achieve tightly controlled heating and cooling cycles (bottom graph on the accompanying image), equipment owned by relatively few steelmakers. The complexity of these cycles and overall process-control requirements further reduce the number of companies capable of producing higher-strength and more-complex AHSS grades. The elaborate production route leading to the unique microstructures and properties of AHSS explains why these grades are called “advanced.” Among the challenges in AHSS production is the desire to have zinc-coated steels available for corrosion protection. Hot-dip galvanizing, or galvannealing, is an additional heat treatment that ultimately affects the engineered microstructure and resultant properties.
Understanding Microstructure
Ferrite is the low-strength, high-ductility phase in the microstructure of most steels. Mild steels also contain in their microstructure iron carbide, which is―a low-ductility component also known as cementite. HSLA steels use microalloying elements to create carbo-nitride precipitates to increase strength. Conventional processing lines produce steels with each of these microstructural components, while lines capable of producing AHSS grades use process steps that result in the development of other microstructural phases, including martensite, bainite and austenite.