At A/SP, Davenport explains, researchers and engineers are developing industrial solutions and guidelines to help OEMs and Tier suppliers learn and build their inhouse expertise. “They don’t have to go it alone,” he exerts.
 For starters, last summer, AISI hosted a webinar to review the results of research, conducted by A/SP, on LME of welds on galvanized AHSS, in particular transformation-induced plasticity (TRIP) and Gen 3 grades. Conducted in concert with GM, the webinar discusses a standardized methodology to test a material for susceptibility to LME.
For starters, last summer, AISI hosted a webinar to review the results of research, conducted by A/SP, on LME of welds on galvanized AHSS, in particular transformation-induced plasticity (TRIP) and Gen 3 grades. Conducted in concert with GM, the webinar discusses a standardized methodology to test a material for susceptibility to LME.
Note: You can view the archived webinar and download the full presentation here: www.steel.org/steel-markets/automotive/liquid-metal-research-webinar.
Davenport describes some of the research findings. “In the past, if you were a body-shop manager making spot welds, the larger the nugget the better, to optimize load capacity. With the Gen 3 steels, this is not necessarily true—the more heat input to the material the higher the temperature, and the more liquid zinc created, which can infiltrate the weld and create problems. So, with the Gen 3s it’s all about creating the right-sized nugget and minimizing heat input—doing simple tricks such as programming, through the weld controller, pulses of energy during welding.”
Guidance on Repair Welding of Dies
Also available for metal formers on the A/SP website’s training page: detailed and exhaustive procedures for repair welding of die details used for stamping AHSS, including procedures for repair of powdered-metal grades. These include recommended filler material; preheat and post-weld heat-treat procedures; welding-process recommendations for repairing cracks in trim inserts and flange steels; and procedures for trim-edge replacement. Note: Access that information by visiting www.a-sp.org/training/ and clicking on Die Weld Repair.
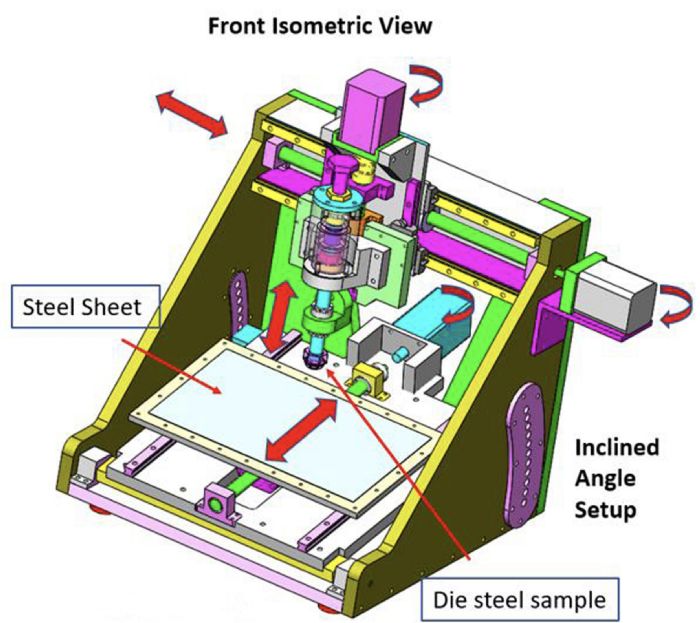
And, last but not least, in regard to die wear A/SP recently developed a sliding-wear test machine at the University of Windsor, in Canada. Designed to mimic how an AHSS sheet slides in a die, it allows researchers to evaluate die wear using any type of tool steel. The upside: enhanced continuous improvement of die materials, surface treatments and coatings. Peruse the A/SP LinkedIn page for details: www.linkedin.com/company/auto-steel-partnership/ posts/?feedView=all&viewAsMember=true.
These ongoing projects represent just a portion of the work underway at A/SP as it works collaboratively with automotive OEMs, Tier One suppliers and steel manufacturers to help solve the challenges of today, and tomorrow. As the industry quickly absorbs the move to new Gen 3 grades, metal formers will need to be at the top of their games. A/SP has their backs.
 In fact, A/SP recently updated its Technology Roadmap that provides an industry perspective of current challenges and new technology opportunities that will aid the continued growth in the use of AHSS. View it online at lnkd.in/eutC7hv.
In fact, A/SP recently updated its Technology Roadmap that provides an industry perspective of current challenges and new technology opportunities that will aid the continued growth in the use of AHSS. View it online at lnkd.in/eutC7hv.
“The Gen 2 steels—primarily TWIP (twinning induced plasticity) and specialty stainless grades—due to their relatively high price tag, simply became too difficult for the OEMs to justify,” Davenport says. “Everything now is focused on the Gen 3 steels, filling the gap between Gen 1 and Gen 2 grades by offering an ideal combination of strength and formability, and at the right price point to place them at the top of the materials list in many applications.”
Bottom line with Gen 3 steels: They offer formability comparable to the most common Gen 1 grades but with as much as twice the tensile strength.
980 Gen 3 Steels Here; 1180 and 1470 Grades Coming
The first Gen 3 steels to make an impact, says Davenport, are the 980 grades developed by ArcelorMittal, U.S. Steel, AK Steel and others. “While there are some suppliers developing a 780 Gen 3 grade,” he notes, “rated at 30-percent elongation and 780-MPa tensile strength, there are fewer applications requiring that much formability. Instead, it’s the higher-strength 980 grade that’s making its way into automobile structures initially, with Gen 3 1180 grades right behind it. It’s currently being qualified by OEMs, and we also see some OEMs evaluating Gen 3, 1470 grades, for parts with a relatively small draw depth—think roof bows.”
Looking for applications for Gen 3 steels? You’ll find a Gen 3 980 steel in the back-panel stamping of the cab of the Jeep Gladiator that holds the seat attachments and child-seat tethers, “a strength-dominated and relatively simple part,” says Davenport, certainly a logical place to start moving these materials into vehicles. In addition, the Ford Bronco has four underbody parts from Gen 3 980—reinforcements and closeouts. And this steel grade comprises the roof-rail reinforcement of the GM full-size T1 SUVs—a stamped part that bridges the gap between the A and B pillars.
“The initial parts released with Gen 3 steels are perfect examples of their value,” Davenport says. “Replacing either a DP780 or DP 980 part allows the OEM to maintain the same die and assembly process in the body shop but now can stamp the part in a progressive die to minimize its manufacturing costs compared to transfer.”
The unique properties of Gen 3 steels allow OEMs to become more creative with part designs. “Their higher formability,” says Davenport, “allows designers to develop parts with tighter radii, and they can place small stiffening darts and stiffening beads onto parts to add strength. The result is increased part complexity—designers add geometric features and still make safe parts.”
Don’t Go it Alone
Of course, it’s not all roses when it comes to stamping the higher-strength grades. Springback, after all, is directly proportional to yield strength, and requires appropriate action and compensation strategy. That said, “when it comes to formability,” Davenport explains, “the Gen 3 grades provide a more significant safety factor or cushion before splitting becomes a concern.”
Stampers must carefully consider die friction and wear, as well as springback when planning to stamp Gen 3 steels. Davenport’s single piece of advice: Don’t go it alone. “All of the steel mills have engineers and scientists working in this area and who have real shop-floor experience in stamping and die design and development. Work with your material supplier and get them involved early during process development. They can help.”
Among die components receiving extra attention, trim steels require extra care, Davenport says. “You can get into a poor die condition where you have a really thin trim steel,” he explains, “or you’re starting the trim in the air before the binder is set. So, first and foremost: employ sound die practices. Ensure that trim steels are doweled and heeled to minimize flex, because you’re trimming very strong material.
“In addition, include stake beads in the die design,” Davenport adds, “to minimize sidewall curl and springback, and do this early in the die-design process. Traditionally you may have a draw bead in the addendum, and the stake bead is well―but it goes in at the bottom of the stroke rather than at the early part of the stroke. So, you must account for that in the addendum and ensure that you have enough material. This is an issue we see—during the bidding process, there is pressure for the Tier suppliers to minimize blank size and reduce cost. But then they may lack sufficient room to add the stake beads and control the part. It’s tough to overcome this.”
Simulation becomes more important than ever, Davenport notes, and he sees too often stampers using a standard material card with developing dies and processes for stamping Gen 3 and other AHSS grades. “Work with the steel mills, that have developed their own material cards for their specific steel grades, and you’ll obtain significantly more accurate simulation results,” he says.
“I see it all the time,” Davenport adds—stampers need to get closer to their steel suppliers and collaborate. “No one wants to switch to a new material or redesign the process or die days before a new-product launch.”
Martensitic Steels and 3D Roll Forming
In addition to the continued use of Gen 3 steels and other AHSS grades, Davenport also notes increased use of martensitic steels. While these grades which traditionally have accounted for only 3 percent or so of the BIW, Davenport credits developments in complex 3D roll forming as leading to their expanded use—with cost being the driver.
“The thought process of OEM engineers is not, ‘What materials do we want to use for certain applications,’” he says. “It’s finding solutions for any part with any material that fits best into the vehicle’s cost, weight and investment targets. While lightweighting is important, cost drives everything, and roll forming is a relatively low-cost process, especially for tooling.”
While roll formed parts traditionally had to be relatively straight sections, now we see the ability to perform true 3D roll forming allowing designers to replace welded assemblies of two or three stamped parts with one complex roll formed component. “Metal formers now can, for example, develop a roll formed section that runs from the hinge pillar up the A pillar and into the roof rail,” Davenport says, “using a 1500- or 1700-grade of martensitic steel. Such a part provides a tremendous amount of strength in a closed section with no weld joints to deal with.”
Ford provided an excellent example of this―a roll formed A pillar on the 2020 Ford Explorer―at the International Automotive Body Congress 2020 event. And, in fact, steelmaker SSAB named the use of 3D roll forming as one of its five key takeaways from the 2020 IABC. Demonstrated by Tier One supplier Shape Corp. using its 3D Sweep Forming Technology, the process can make sweeps as tight as a 400-mm radius and requires only a minimum 100-mm transition zone.
SSAB also highlighted, from IABC 2020, the use of 3D roll forming to manufacture load-carrying beams for electric-vehicle battery enclosures. The process enables the design of a space-saving enclosure that not only protects the battery pack from crash intrusions but saves space in the passenger compartment. The material of choice: SSAB’s Docol 1700 martensitic steel.
As a further example of “the right material in the right place” philosophy, Davenport shares his perspective on how the advent of Gen 3 steels might impact the use of hot stamping and press-hardened (PH) steels, since there’s overlap in their application.
“With hot stamping you get a good net shape and strength in the 1500 to 1800-MPa range,” he says. The steels are relatively easy to weld and the materials relatively inexpensive, but the process is expensive to run. From what I’ve seen, parts that contain a lot of engineered scrap will continue to lend themselves to hot stamping with PH steels. But where we see little engineered scrap, we’ll see more use of Gen 3 steels, especially for smaller parts such as B pillars or the B-pillar reinforcement.” MF
Industry-Related Terms: Blank,
Bridges,
Die,
Draw,
Ductility,
Flange,
Forming,
Lines,
Nugget,
Roll Forming,
Run,
Scrap,
Stroke,
Surface,
Tensile Strength,
WeldabilityView Glossary of Metalforming Terms
See also: American Iron & Steel Institute
Technologies: Materials







 While this newest of the AHSS grades provide the super-high strength of their predecessors along with increased formability, challenges for metal formers lie in wait. To get the lay of the land, we spoke with Michael Davenport, executive director of the Auto/Steel Partnership (A/SP), a collaboration of OEMs and the American Iron and Steel Institute (AISI). Before taking the helm at A/SP in March of 2020, Davenport worked as director of application engineering at U.S. Steel Corp. There, he led product-applications teams working on the front lines with the automotive OEMs and Tier One engineering organizations. Before joining U.S. Steel, Davenport worked for 20 years in body-in-white (BIW) at FCA, the last of which had him in charge of a staff of 70 engineers working on upper-body design.
While this newest of the AHSS grades provide the super-high strength of their predecessors along with increased formability, challenges for metal formers lie in wait. To get the lay of the land, we spoke with Michael Davenport, executive director of the Auto/Steel Partnership (A/SP), a collaboration of OEMs and the American Iron and Steel Institute (AISI). Before taking the helm at A/SP in March of 2020, Davenport worked as director of application engineering at U.S. Steel Corp. There, he led product-applications teams working on the front lines with the automotive OEMs and Tier One engineering organizations. Before joining U.S. Steel, Davenport worked for 20 years in body-in-white (BIW) at FCA, the last of which had him in charge of a staff of 70 engineers working on upper-body design. 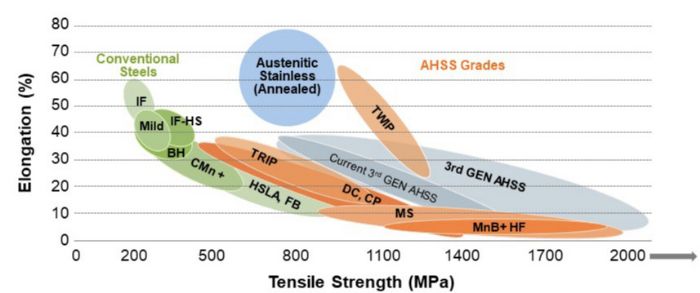 At the top of the training and education efforts underway for working with AHSS grades, including Gen 3 steels: weldability, specifically liquid metal embrittlement (LME), or weld contamination from zinc in galvanized sheet.
At the top of the training and education efforts underway for working with AHSS grades, including Gen 3 steels: weldability, specifically liquid metal embrittlement (LME), or weld contamination from zinc in galvanized sheet.


 Webinar
Webinar