






 The only thing true about the saying, “oil is oil,” is that oils can provide lubrication. However, differences in base-oil quality, how they are refined and the additives used to enhance an oil’s ability to lubricate all play a role in how much benefit can be gained from one oil to another. An example: Some oils develop varnish quickly and others seem to run for years without developing varnish. So, with such a difference in performance, how can all oil be the same? Clearly, “oil is not oil.”
The only thing true about the saying, “oil is oil,” is that oils can provide lubrication. However, differences in base-oil quality, how they are refined and the additives used to enhance an oil’s ability to lubricate all play a role in how much benefit can be gained from one oil to another. An example: Some oils develop varnish quickly and others seem to run for years without developing varnish. So, with such a difference in performance, how can all oil be the same? Clearly, “oil is not oil.”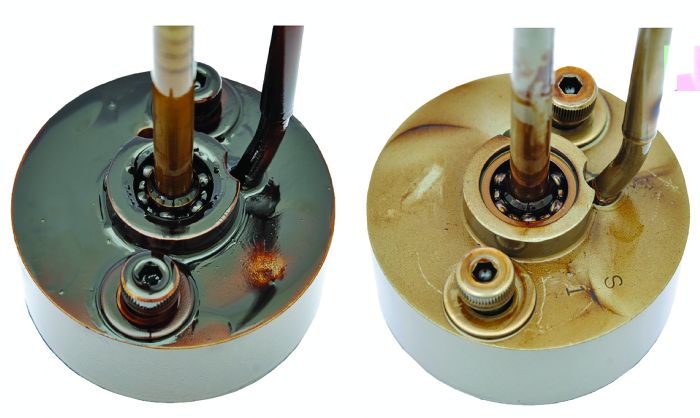 “A plant survey may help reduce the amount of each machine lubricant needed and help ensure that the right lubricant is being used for the specific application,” explains Vicars. “From there, shops should seek to optimize viscosities specific to each piece of equipment. All of these actions will save money and improve production turns.”
“A plant survey may help reduce the amount of each machine lubricant needed and help ensure that the right lubricant is being used for the specific application,” explains Vicars. “From there, shops should seek to optimize viscosities specific to each piece of equipment. All of these actions will save money and improve production turns.”“If a hydraulic system is using a hydraulic oil with a viscosity of ISO 68 but the pump manufacturer calls for an oil with an optimum viscosity of 25 to 30 cSt and the system is operating at 130 F, then the optimum viscosity would most likely be ISO 46. This would improve efficiency because the pump will not have to pump such a viscous fluid all day long. The efficiency gain also will result in power savings and possibly an improvement in production turns.”
When Dinwiddie and Vicars visit with stampers, they start by asking a lot of questions.
“With hydraulic systems—say hydraulic presses or die cushions, or gear or clutch oil—it doesn’t end with lubricants,” Vicars says. “We also dig into cycle times, productivity issues, labor constraints, power consumption—because all of these factors are being squeezed. We see lubricants as way to address a lack of resources and to raise efficiency.”
Often the goal is to illustrate how a higher-performing lube can improve efficiency and extend the operating life of the hydraulic fluid, thereby extending the period between drains. Metal formers would be wise to perform frequent and detailed oil analyses, Dinwiddie and Vicars say, to validate oil condition, and use the information to reduce equipment operating temperature, reduce energy consumption and save labor hours related to equipment maintenance. One overriding goal: Extend drain intervals for as long as possible.
“It’s a lot more time-consuming to change machine oil every 6 months over a 3-yr. period, for example,” Vicars says, “than to change it once every 3 years based on oil analysis from samples pulled every 6 months to validate the lubricant’s condition.”
The Downstream Effects of a Poor Lubrication Strategy
Dinwiddie and Vicars point to surveys evaluating the true cost of poor lubrication finding that while most manufacturing facilities spend less than 0.5 percent of their maintenance budgets on hydraulic oil, the downstream effects of a poor lubrication strategy can impact as much as 30 percent of the plant’s total maintenance costs.
“The surveys also find that as much as 70 percent of lost machine life and machine failures result from premature component wear due to poor lubrication management,” Vicars says.
What’s the overriding root cause?
“Varnish,” Dinwiddie offers. “This is particularly true with servo valves, which must not have any varnish on them in order to continue to operate as designed. Varnish—or oxidized oil—may form only very lightly yet can cause a servo valve to stick or otherwise not function properly. This can lead to poor die-cushion performance, premature die wear and poor part quality. And, consider the cushion on the lead press of a tandem line—varnish on the servos can lead to a poor-quality initial part from the first press and ruin the die. When the bad part exits the last press, the maintenance team may spend considerable time troubleshooting the problem.”
The best way to avoid varnish on servo valves and on other machine components requiring lubrication? “A higher-quality hydraulic oil will not produce varnish,” Dinwiddie says, “and it’s important to use a prefilter in the hydraulic circuit.”
“We encourage manufacturers to look at lubricant as being a component of the equipment,” Vicars explains, “and to invest in frequent and deep-dive oil-analysis exercises. A deep-dive oil analysis can help identify whether a facility needs to upgrade its filter system or implement an improved process for avoiding varnish, including switching to an oil fortified with anti-varnish technology.”
Oil Viscosity and Stress on the Press
Equally, or perhaps more important, than a sound filter system and well-developed maintenance plan: ensuring that you’re using the right lubricant viscosity for the application. “There are several different pump manufacturers,” Dinwiddie says, “and while for the most part they all recommend lubricants with a similar operating viscosity, they typically provide a range or minimum and maximum values.
“They don’t want the oil to be too thick at cold operating temperatures” he continues, “or too thin at higher temperatures. So, a press manufacturer, for example, will recommend that a metal former use an ISO 46 hydraulic oil, without regard for the type of parts produced in the press. However, we preach that the choice of hydraulic fluid depends in part on the work that the press will perform, whether it be stamping a relatively simple part, maybe from thin sheet that doesn’t stress the machinery, or a more complex part or one stamped from thicker material. When stamping parts that don’t really stress the press, an ISO 46 oil likely is sufficient. But if the stamper then opts to use the same press to form stronger materials or thicker sheet, it will stress the equipment. The hydraulic oil heats up and may thin out too much, falling below the recommended viscosity. Yet, while it may seem reasonable to replace the oil with an ISO 68 lubricant to protect the machinery at high temperatures, this reduces efficiency.”
The solution, say Dinwiddie and Vicars, often lies in switching to a synthetic oil with a higher viscosity index.
“Because these oils don’t thin out like a mineral oil does,” Dinwiddie says, “they will keep their original viscosities. This protects the pump and reduces wear without sacrificing efficiency at cooler operating temperatures.” MF
See also: AMSOIL Industrial
Technologies: Lubrication

 Video
Video
