While certainly ingenious, in-die tapping lacks the Vegas-like spotlight and buzz inherent in shop-floor robots or the latest, greatest presses. Instead, the process does its duty job-in and job-out while racking up productivity gains all along the way. With 102 yr. under its belt, GSM does the same. Within its 248,000 sq. ft. of manufacturing space in South Bend, IN, and at another plant in Tomah, WI, the company produces parts and assemblies for various industries, including lawn and garden and other agricultural as well as solar. GSM performs metal stamping—via presses in capacities to 2000 tons—as well as robotic and manual welding, sheet and tube bending, rollforming, laser cutting, and tool and die making and repair.
While certainly ingenious, in-die tapping lacks the Vegas-like spotlight and buzz inherent in shop-floor robots or the latest, greatest presses. Instead, the process does its duty job-in and job-out while racking up productivity gains all along the way. With 102 yr. under its belt, GSM does the same. Within its 248,000 sq. ft. of manufacturing space in South Bend, IN, and at another plant in Tomah, WI, the company produces parts and assemblies for various industries, including lawn and garden and other agricultural as well as solar. GSM performs metal stamping—via presses in capacities to 2000 tons—as well as robotic and manual welding, sheet and tube bending, rollforming, laser cutting, and tool and die making and repair.  The two Pronic model-STS2E single-tap units originally were assigned to tap one hole per part—a steel solar-panel component requiring tap depth to 0.188 in.—in a two-out progressive die. These units feature strip-following, integrated and removable tap heads to allow quick tap removal and changes while the main tap-unit body stays in-die, offers Vaughn Falkenberry, Pronic project engineer, detailing tap-unit features for MetalForming. Pronic’s Detec tap sensors ensure thorough tapping of each part. Should thorough tapping not occur or if a hole is not tapped at all, the Detec system halts production.
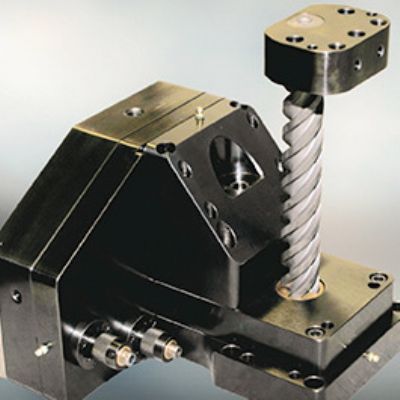
The two Pronic model-STS2E single-tap units originally were assigned to tap one hole per part—a steel solar-panel component requiring tap depth to 0.188 in.—in a two-out progressive die. These units feature strip-following, integrated and removable tap heads to allow quick tap removal and changes while the main tap-unit body stays in-die, offers Vaughn Falkenberry, Pronic project engineer, detailing tap-unit features for MetalForming. Pronic’s Detec tap sensors ensure thorough tapping of each part. Should thorough tapping not occur or if a hole is not tapped at all, the Detec system halts production.
“Servo-driven tap units can be used with press strokes of differing lengths while maximizing strokes/min. output,” he says, “whereas mechanically driven in-die tapping units achieve strokes/min. output based on press-stroke length with the tap size and material taken into consideration.”
Servo-driven tap units do require a controller to control tap functions and monitor tap torque, and the controller can be reused or shared. And, the controller user interface can store multiple tap programs for different dies.
“The servo-driven single-tap units can be shared or reused for different programs,” Falkenberry says. “Jobs that require a different tap size may require new tap heads and unit gear changes to achieve proper tap-thread-forming speed.”
 An in-die tapping system, Falkenberry points out, optimizes metal stamping by allowing the specified holes in a part to be tapped in unison with other functions within the die, thus eliminating secondary tapping processes and associated time and material handling while freeing labor for more-necessary operations on the production floor.
An in-die tapping system, Falkenberry points out, optimizes metal stamping by allowing the specified holes in a part to be tapped in unison with other functions within the die, thus eliminating secondary tapping processes and associated time and material handling while freeing labor for more-necessary operations on the production floor.
Use in Multiple Dies, Double the Productivity
The servo-driven units have proven to be a great asset for GSM, according to Nozykowski, “as we can use them in multiple dies. Prior to this investment, we used old mechanical units with spiral drive screws that pushed taps into the steel as a progressive die came together. Spare parts for these units were hard to come by and became more expensive, with long lead times as well.
“The new servo-driven tapping units, though requiring a greater investment upfront, use much less die space and are much easier to work with, while significantly increasing productivity,” he continues. “If we ran at 8 strokes/min. with the old mechanical units, we reached 20 strokes/min. with the servo-driven units. Production basically doubled.”
The mechanical nature of the old tapping units, and their drive screws, caused issues now solved by the servo-driven units.
“Perhaps we had a shut height of 30 in. to compensate for the drive screw that had to pass through the die set, and the die didn’t have much room available without the screw hitting the press bed,” says Nozykowski. “Now, with servo motors contained in the units to provide tapping drive, we can reduce that 30-in. shut height to 18-20 in.”
Servo-driven systems allow control of the tap travel speeds, according to Pronic’s Falkenberry, thus maximizing the life of the tap.
The lower shut height certainly pays off in added strokes during the course of GSM’s typical 1000-20,000-part job runs. The servo-driven units also pay off in other ways.
“If we want a different-sized tapped hole, we only need to purchase another tapping head and switch the head out while the unit stays within the die—everything else stays the same,” Nozykowski says. “This ability, where we only pay for a new head instead of an entirely new unit, keeps us competitive against others who would have to purchase entire units. And, instead of buying a whole new unit to outfit another die, we buy a set of gibs and a shot pin, pull the unit out of one die, slide it into the gibs on the other die, replace the shot pin, hook up the electrical and cooling, and it is ready to go. It’s a quick change that we could not perform with the old mechanical tapping units.”
Here, Nozykowski is referring to GSM’s use of Pronic’s QIK (Quick Installation Kit) product for placing units into other dies.
Other Advantages: Programmability, Job Storage
The ability to program the servo-driven units provides yet another advantage for GSM, Nozykowski reports.
“With the mechanical units, we relied on the press ram for tapping,” he says. “Now, we simply key in the shut height, required tap travel and material thickness—we’ve been using these units to tap 0.25-in.-thick A572 Grade 50 steel stock—into the unit control panel, and it’s all set for the job.”
The servo-driven in-die tapping units also provide memory for multiple jobs, further easing job changeovers and introduction of tapping units into other dies.
“Pronic provides engineering assistance along the way when we’re changing heads or moving units into other dies, and also during die design to ensure that the tooling has proper clearances and more,” Nozykowski adds. “All of these savings and advantages help us during job quoting, too.”
As for maintaining the servo-driven units, beyond general cleaning there’s not much.
“We run about 1 million parts/yr. on the die with the two units without any other tap-unit maintenance besides cleaning,” Nozykowski says. “Maintenance has not been an issue.” MF
View Glossary of Metalforming Terms
See also: PRONIC, Inc. In-Die Tapping & Insertion Solutions
Technologies: Tooling
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted. Pressroom Automation
Pressroom AutomationPress-Control Upgrades Elevate Die Protection, Press Automat...
Brad Kuvin September 29, 2022