AM rapidly produces components, without incurring extensive setup and tooling costs. Design changes are implemented easily and printed one-off without incurring re-tooling costs and additional lead times. Companies can redesign, print and install parts in days, saving time and money, and leveraging the process as a design-iteration tool while simultaneously validating the manufacturing process.
For the purposes of this article, we’ll focus on the powder bed fusion technology: direct metal laser melting (DMLM). The process begins with a very thin layer of powder evenly distributed across a build platform, fused into a deliberate cross-section of a component by a laser or electron beam. As the process continues, the layers are fused on top of each other to create a three-dimensional object.
Manufacturing metal-AM parts requires much more than the printing process itself. Per customer requirements, we apply heat treatment and precision machining, and practice stringent inspection criteria. AM parts require secondary processes such as powder removal, stress relief, plate and part separation, component serialization, hot isostatic pressing (HIP), heat treatment, and post-machining.
Powdered Metal Alloys, and Their Recyclability
|
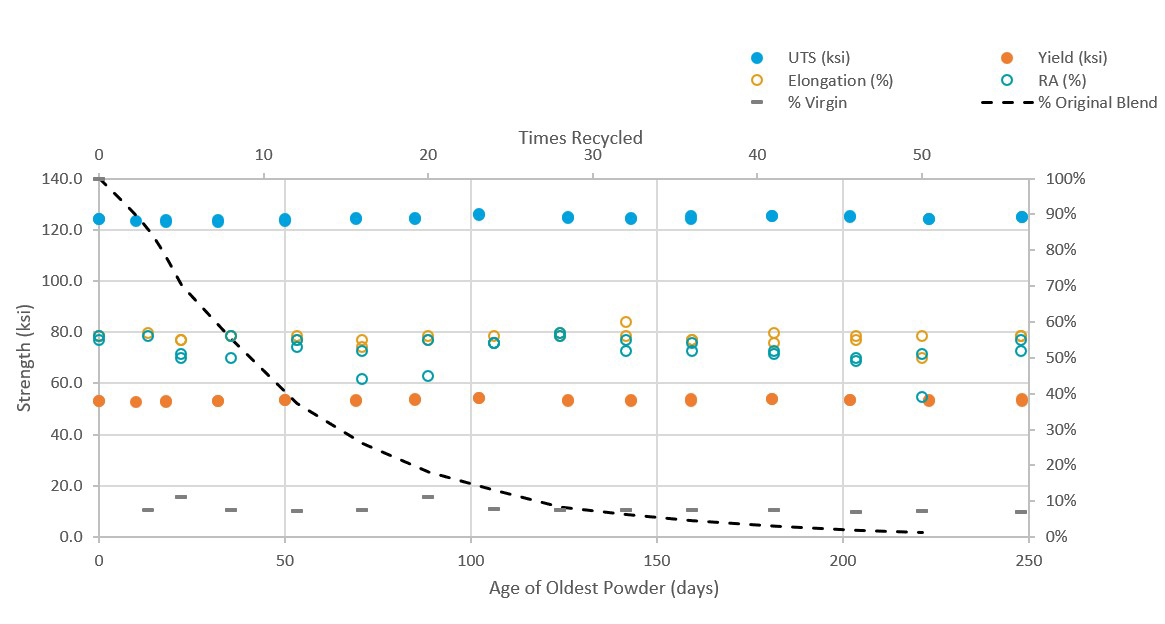
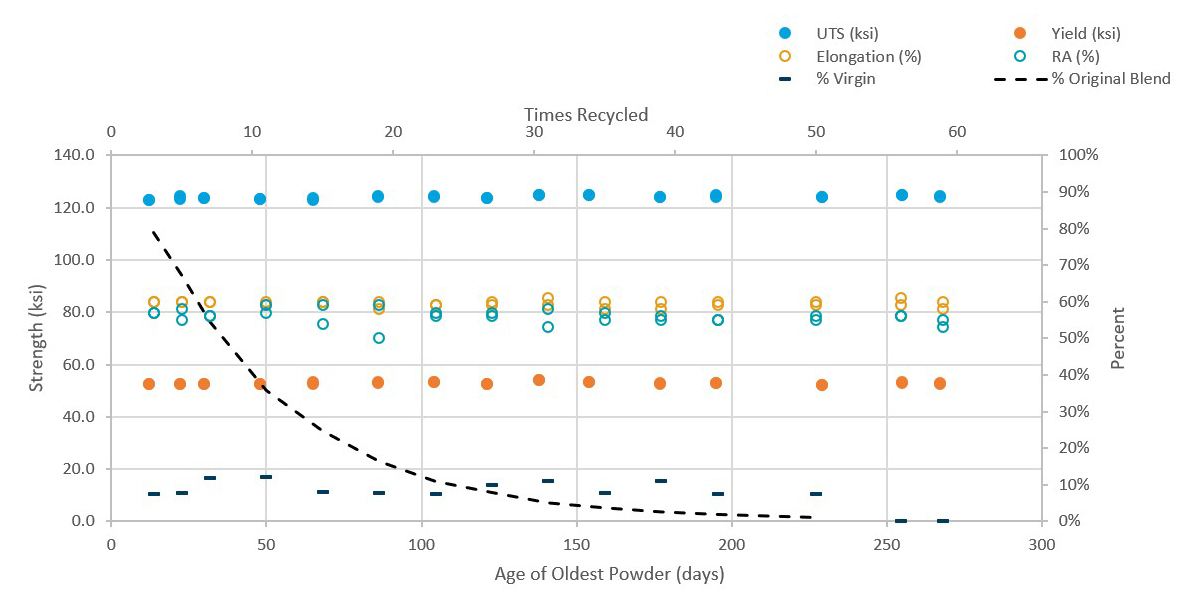
| Fig. 3—Room-temperature mechanical properties of powders over the 250-day program. |
At Stratasys Direct, we source our additive alloy powders per AMS (Aerospace Material Specifications) and API (American Petroleum Institute) standards. Mechanical properties off of the additive systems compare to the wrought equivalent. The current list of metal alloys available for AM includes tool steels, stainless steels, commercially pure titanium, titanium and aluminum alloys, and others.
While the list of commercially available materials continues to expand, material development often results from collaboration between material suppliers, AM-system manufacturers and end-users. For example, Stratasys Direct worked with aerospace companies to characterize copper C18150 (CuCr1Zr), Monel K500 and Invar 36 on DMLM systems for aerospace applications.
When it comes to using the powders in AM operations, simply put, powder recycling is happening. The equipment manufacturers and users (including service bureaus and contract manufacturers) all are recycling metal powder. Even powder suppliers recycle metal powder. Recycling measures capture powder that falls outside of the usable size classification, for remelting and atomizing. However, within the AM process each equipment manufacturer prescribes a different method for powder reuse, either internally (powder recycling is managed inside the additive equipment), or externally (powder recycling occurs using additional hardware, or a hybrid solution that combines internal and external recycling methods).
|
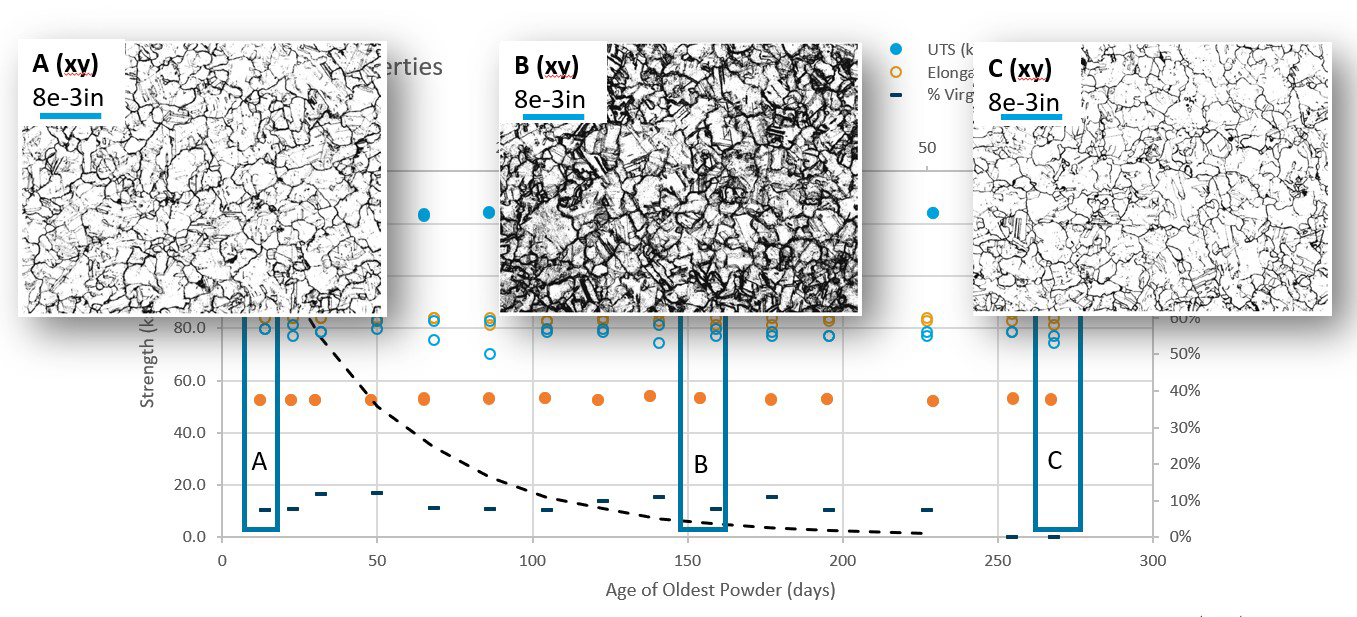
Fig. 4—Powder grain size remains consistent.
|
Questions regarding powder recyclability arise because equipment manufacturers do not pay attention to material traceability. For example, when using internal recycling, how can we track the number of times the powder has been recycled in the AM components? Additionally, how do shops operating several machines (such as Stratasys Direct Manufacturing) keep track of powder-recycling activities since powder may not always stay in the same machine.
Here at Stratasys Direct, we find that simplicity is key. We source third-party hardware, dedicate sieves to given materials and employ a powder-loading process to help homogenize the material. At each step, we weigh the material and digitize the data in a proprietary MRP and tracking system.
Regardless of material, machine or facility, we can print out what we call a “blend report” that states the percent by weight and the number of times the powder has been recycled.
Property Study: Nickel Alloy 625
To appease any skepticism from industry regarding powder recyclability, and to ensure that proper recycling provides mechanically sound parts that meet AMS standards, we ran a series of studies to track the composition and strength of recycled Type 25 nickel-alloy powder. The study included 210 tensile bars, and 14 chemical and 20 metallography tests. At the completion of the program, we selectively sampled the tensile bars for room-temperature testing of approximately one out of every four builds. We also performed chemical and metallographic tests, because we know that tensile properties do not tell the whole story. This study fed into an AMS 7000 study—the specification that covers a corrosion and heat-resistant nickel alloy in the form of parts produced by laser-powder bed fusion, which are subjected to post-deposition stress relief, hot isostatic-press and solution-anneal operations. As such, it falls into process-control documentation and class B–Material Chemistry and PSD.
 |
| Fig. 5—Composition of 625 nickel alloy per AMS standards. |
The study allowed us to compare machine-to-machine consistency, powder composition, chemical composition, and how often material is recycled. We outsourced mechanical testing to a NADCAP- and A2AL-accredited testing house and tested per relevant ASTM standards to create the highest pedigree of data, comparable to published wrought values for the powder.
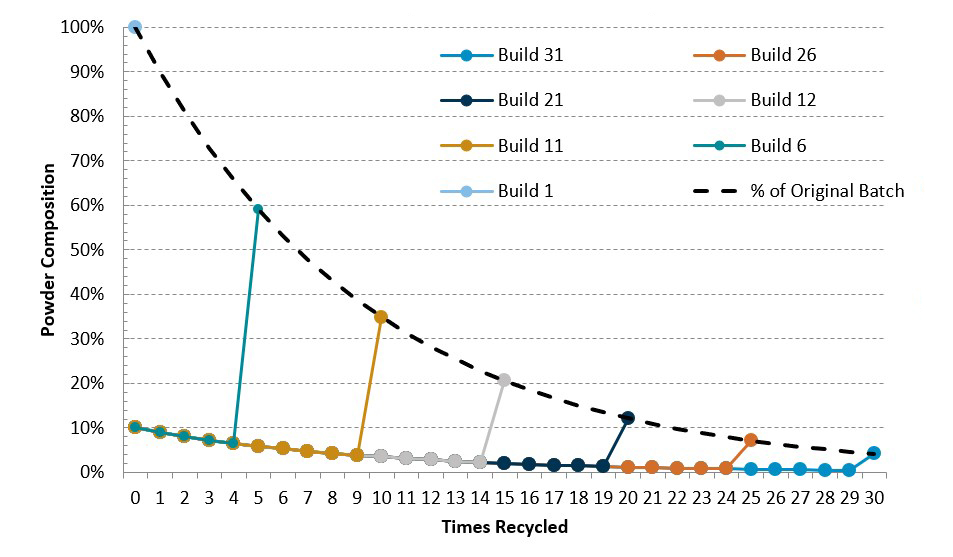
The dotted line in Fig. 1 represents the amount of powder originally loaded into the machine. So, at build one we have 100 percent of the powder, and at build 30 only 5 percent of the original powder remained in machine for the build.
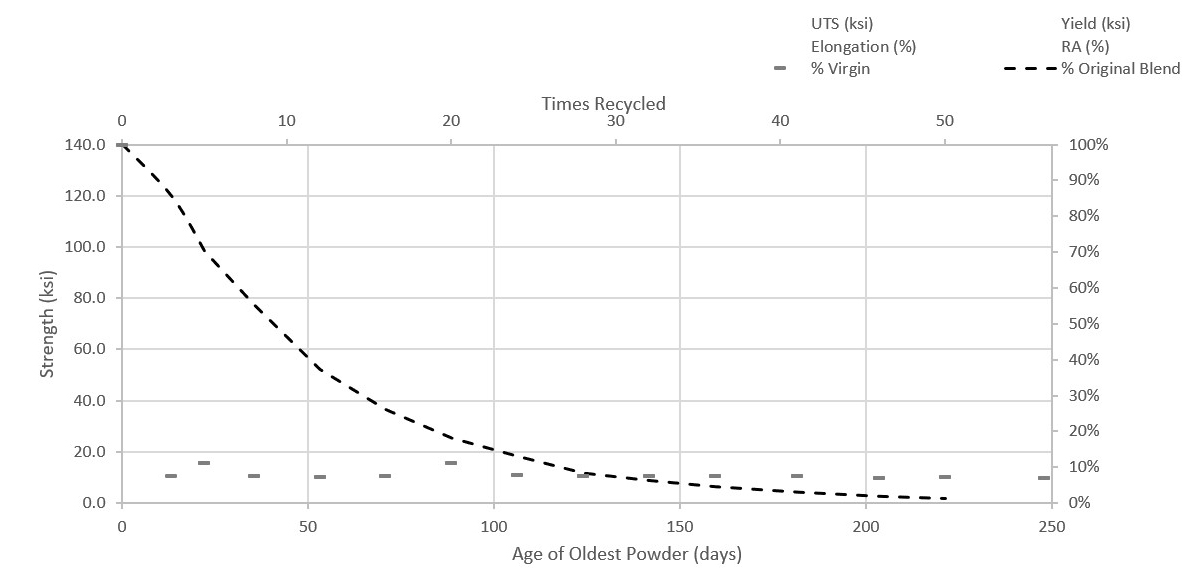
Fig. 2 illustrates the actual composition across one machine over the length of the production program. The X axis shows powder age in days, meaning that the program ran for 250 days. On top, you’ll see the times recycled, up to 55 times. The dashes at the bottom indicate the amount of virgin material added to the recycled material.
Fig. 3 provides room-temperature tensile properties added to Fig. 2, including ultimate tensile strength (UTS), yield strength (YS), elongation and reduction of area. The data maintains consistency across the length of the production of the machine.
To observe any metallographic differences, we sampled the powder in the machine at the beginning of production, roughly halfway through the run, and at the end. Fig. 4 illustrates how powder grain size remained consistent across the production program in both the X-Y and X-Z orientations. This means that, when the samples had been stress-relieved, HIP and solution-heat treated, we had successfully homogenized and crystalized the powder. This combats any notion that AM only produces anisotropic material.
|
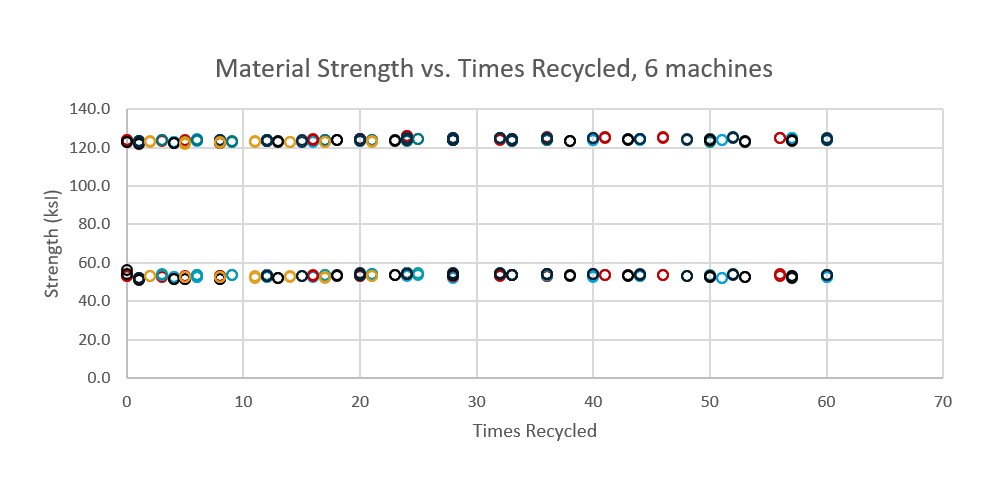
| Fig. 6—Powder composition remained consistent across six machines. |
The dotted line in Fig. 5 represents the composition limits set forth by the AMS standards for Type 625 nickel-alloy powder. Over the lifetime of the program, the material composition met that requirement. And, as shown in Fig. 6, we showed consistency across six machines during the length of the study.
Where We’re Heading
Some of the biggest players in the aerospace, medical and energy industries now rely on metal AM to bring to market innovative designs and advanced production components. Increased adoption of metal AM has led to increased conversations concerning the reliability of metal-AM equipment and powders, and so far, the technology has proven successful in many instances.
Moving forward, we will continue to see ongoing development of materials for metal AM become an even bigger part of the conversation. While many might consider technology capabilities or build-size as major limiting factors to increased use of metal AM, the overriding limiting factor is lack of material diversity and, more importantly, the characterization of powders for AM.
Regardless of the challenges, the benefits of metal AM far outpace the concerns, and with the entrance of new OEMs and printing technologies, the AM industry will rise to the occasion. 3DMP
Industry-Related Terms: Layer,
Plate,
Run,
Tensile Strength,
Wrought,
Alloys,
Bed,
Form,
Hardware,
Inspection Criteria,
LASERView Glossary of Metalforming Terms
See also: Stratasys, Inc.
Technologies:








 Podcast
Podcast
