






Waterjet Cutter Defines Diversity
November 1, 2016Comments
Born in 1990 as an HVAC ductwork fabricator, CSM Mechanical has evolved into a full-blown custom sheet and plate fabricator. The latest tool in its arsenal: a five-axis waterjet-cutting machine used not only to carve up a variety of materials, but also to fabricate custom press-brake tooling.
Less cut-edge cleanup, the ability to edge-bevel thick plate and increased precision are just three of the reasons why the decisionmakers at CSM Mechanical, Topeka, KS, decided late in 2015 to add waterjet cutting to their shop’s equipment lineup. They did so after surveying the technology landscape at FABTECH 2015 in Chicago, seeking a cutting solution to complement the firm’s new plasma-arc-cutting (PAC) machine. Believing that the PAC machine is perfectly suited for cutting lighter-gauge ductwork fittings (1⁄2 in. thick and thinner), CSM viewed waterjet as way to expand its ability to tackle thicker work. Specifically, it wanted to improve its ability to bid on 1- to 2-in. plate work, while also being able to cut steel plate to 6 in. thick, and provide high dimensional accuracy to its customers.
 |
| CSM’s new Omax 80X JetMachining Center bridge-style machine is equipped with a 50-hp pump, linear-drive motion system, Tilt-A-Jet cutting head and a 180 by 90-in. worktable with an 8-in. Z axis. |
CSM’s customer base is just as diversified as is its fabrication shop. In addition to fabricating and installing HVAC systems (about 40 percent of its overall business), the company fabricates and installs conveyors, exhaust systems and other custom equipment for power plants, tire manufacturers, food-processing facilities and similar businesses.
An example of such a recent project: cutting, forming and assembling a wood-pulp mixer for a Cellophane plant. The project represents a full week’s worth of waterjet cutting, no problem for CSM’s new Omax 80X JetMachining Center bridge-style machine —equipped with 50-hp pump, linear-drive motion system, Tilt-A-Jet cutting head and a 180 by 90-in. worktable with an 8-in. Z axis.
“We’re processing 1⁄8-in. Hastelloy for that project,” says CSM manufacturing engineer Matt Brewer, hired on to help integrate the new waterjet-cutting machine into the company’s operations. “We’re also cutting high-temperature polypropylene on the waterjet, for the project.”
Cutting Custom Dies
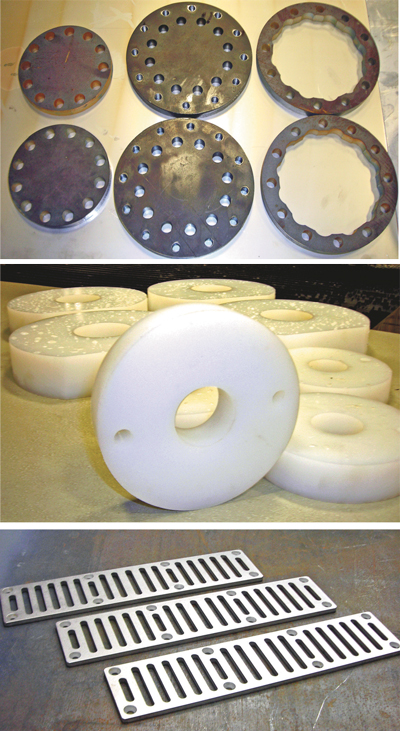 |
| CSM consistently processes 3⁄4- to 1.5-in.-thick steel on the JetMachining Center. It’s also cut 2.5-in, UHMW plastic (top right) and even fiberglass floor grating on the machine, as well as tile, concrete and glass. Also shown here are 1⁄4-in.-thick floor-drain grates (above), with countersunk holes beveled on the waterjet machine using the five-axis head. |
Brewer then describes a somewhat unique application for the 80X JetMachining Center: cutting 1.5-in.-thick steel plate to fabricate custom press-brake dies that CSM will use to form some of the Hastelloy into saddle brackets.
“Being able to fabricate our own, unique press-brake dies has been a big benefit since adding the waterjet machine,” he says. “We can make our own tooling rather than going outside, to ensure short lead times.”
The shop operates two press brakes —a 14-ft. 300-ton model, and a new 190-ton CNC model from Ermaksan. That new brake, along with the waterjet machine and the new PAC machine (from Multicam) added to the plant floor early in 2016, represent CSM’s commitment to growing its custom-fabrication business.
“We must continue to expand our core competencies into other areas of metal fabrication,” says owner Jack Craver. “Specifically, with the waterjet machine we’ve gained the confidence of new customers that we can meet tight dimensional tolerances, to ±0.005 in. And, there’s no heat-affected zone with the Omax. Lastly, in many cases cleanup on plasma-cut work added labor costs to proposals, which prevented us from being competitive. Since waterjet-cut work requires little to no cleanup, we are better able to compete on a broader range of jobs.”
CSM consistently processes 3⁄4- to 1.5-in.-thick material on the JetMachining Center. It’s also cut 2.5-in, UHMW plastic and even fiberglass floor grating on the machine, as well as tile, concrete and glass.
“We’re just experiencing the tip of the iceberg with the process,” says Brewer. “We’re getting a lot of walk-in business as word spreads in the area of our waterjet-cutting capabilities. This occurs several times per week.”
Five-Axis Feats
While Brewer admits that there’s still some learning to do when it comes to optimizing its use of the Omax five-axis cutting head, there’s no question that the capabilities are paying off for the company. Some 30 percent of the work processed on the machine leverages its five-axis capabilities, and Brewer expects that percentage to quickly increase.
“We’re beveling flanges for welding,” he says, “and using the five-axis head for countersinking of holes. We used to bevel and countersink as secondary machining operations. Again, we’re much more competitive now that we can do all of that work in one setup on the waterjet, and there’s no cleanup needed to finish the holes and plate edges; it’s a huge timesaver.”
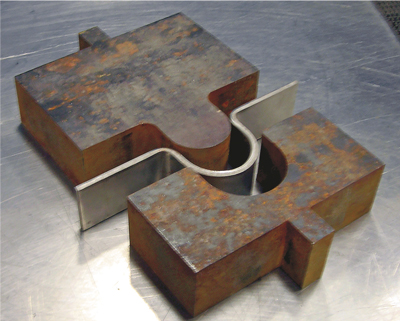 |
| A somewhat unique application for the 80X JetMachining Center: cutting 1.5-in.-thick steel plate to fabricate custom press-brake dies that CSM uses to form Hastelloy blanks, shown, into saddle brackets. |
As far as continuing to grow the application of five-axis cutting, Brewer says that he continues to learn new ways to program the machine in order to better optimize its five-axis capabilities. He has, though, learned plenty in less than one year of operating the JetMachining Center. Among the most important lessons learned: developing a process to avoid cutting-head collisions resulting from wavy material, which initially led to shortened consumable life.
“Omax does have a solution for that issue—its Terrain Follower,” says Brewer. “And, we may invest in that technology down the road. For now, I’ve devised a procedure to inspect the workpiece material at several locations as it sits on the cutting table awaiting processing. We’ve found creative ways to hold down the material and keep it flat during cutting. And we make sure to set the cutting-head standoff distance appropriately to avoid collisions and prevent damage to the mixing tube.”
The Omax Terrain Follower, according to Omax literature, directly attaches to the Omax A-Jet cutting head. A high-resolution magnetic encoder senses changes in material height to trigger adjustments in nozzle standoff to avoid contact with the workpiece surface and protect the nozzle and related hardware. Ideal applications are when cutting large parts on uneven or warped sheets, as sometimes is the case at CSM, as well as when cutting materials that stress-relieve and warp during cutting.
“We experience the warping issue typically on material 3⁄8 in. and thicker,” says Brewer. “Then, on thinner workpieces, we’ve learned where to place clamps and weights to hold down the sheet during cutting, without interfering with the waterjet. The goal always is to reduce setup time while minimizing scrap.” MF
View Glossary of Metalforming Terms
See also: Omax Corporation
Technologies: Cutting, Fabrication
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted.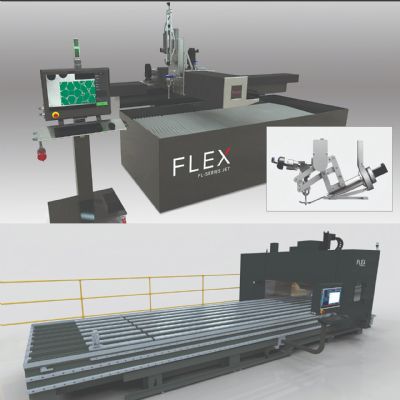
 Cutting
CuttingOmax Launches Mobile Ordering Application
Thursday, June 20, 2024