





 For creators of parts of all shapes and sizes,
ordering prototypes and ready-to-sell products now occurs as simply as buying a
camera on Amazon. The parts, prototypes, and products that laser-beam cutting
(LBC) can create are limited only by your imagination and creativity. When
compared with other sheet metal fabricating processes, such as punching,
waterjet cutting and plasma-arc cutting, LBC often results in lower prices and
improved accuracy. And, because LBC avoids the need for complex tooling setups
for each run, the process gets the call for short-run, quick-turnaround projects.
For creators of parts of all shapes and sizes,
ordering prototypes and ready-to-sell products now occurs as simply as buying a
camera on Amazon. The parts, prototypes, and products that laser-beam cutting
(LBC) can create are limited only by your imagination and creativity. When
compared with other sheet metal fabricating processes, such as punching,
waterjet cutting and plasma-arc cutting, LBC often results in lower prices and
improved accuracy. And, because LBC avoids the need for complex tooling setups
for each run, the process gets the call for short-run, quick-turnaround projects. 2. Simplify the
design as much as possible.
2. Simplify the
design as much as possible.Not sure if text boxes are active? Hover the cursor over the text, and convert any editable text into a shape.
5. Don’t compensate for laser kerf or beam width.
Beam diameter for most lasers ranges from 0.005 to 0.008 in., depending on workpiece material thickness. As the laser beam makes its cuts, material burns away and creates sacrificial space called kerf.
It’s important, when sending a part nest to a laser cutting vendor, to not adjust the design to compensate for kerf. Rather, let the vendor use its own, internal software to place the beam along the design in order to deliver the specified part dimensions. Design the parts exactly to the size you desire, and allow the LBC shop to handle the rest by offsetting the beam accordingly.
6. Space parts based on material thickness.
Laser cutting machines can’t pass over the same place twice without creating accuracy issues. Therefore, take care to avoid overlapping or intersecting lines when designing 2D shapes. Separate each object placed on the nest for cutting according to the material thickness, to ensure a reliabile cutting process. More complex and overlapping designs can be combined during assembly.
Today's lasers and sensors allow nesting wth distance between cut edges of as little as one-fourth of the material thickness. At SendCutSend, we typically space parts at least 1X the material thickness apart.
 7. Connect all
shapes to the primary design.
7. Connect all
shapes to the primary design.
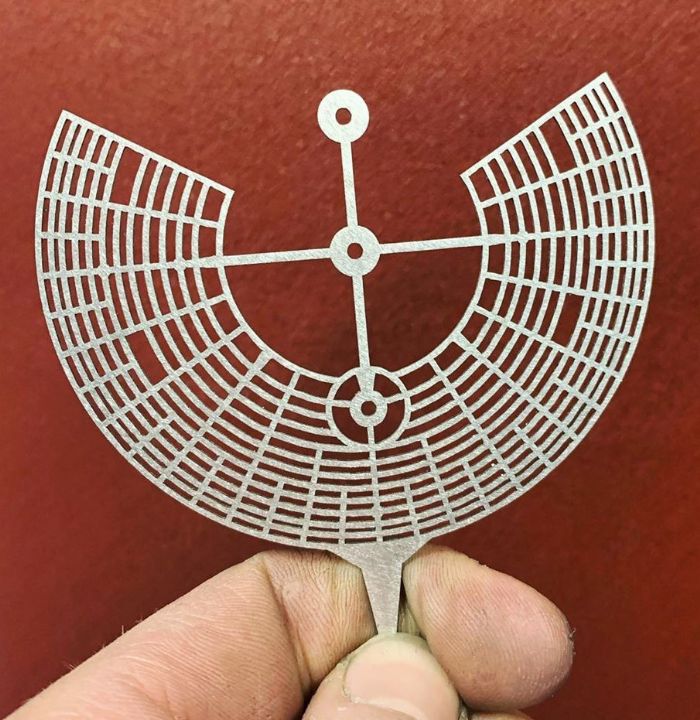
Parts separated from the main nest, called orphan parts, will be lost if not bridged. The only exception to this rule is when the nest includes holes, which the laser can complete separately from the primary cut. The rest of the design should be bridged so that the laser can cut it in its entirety without losing parts.
8. Carefully select the material type based on the application.
Choice of material will determine the detail, durability, weight and appearance of the laser cut metal parts. After identifying the most critical material features, narrow down the list of available materials, and select one. Common materials cut with lasers include aluminum and titanium alloys, carbon and stainless steels, and copper alloys including brass.
9. Keep maximum machine capacity in mind.
In addition to selecting the right material for the job, also carefully consider the capacity of the LBC machines available, and the available sheet metal sizes. For example, the most cost-effective designs will cut on sheets 48 by 120 in., which come straight from the mill. Laser cutting thickness capacity typically ranges from approximately 0.010 to 1 in. (and even thicker for the highest power lasers).
10. Ensure interior geometry is at least 1x material thickness.
Holes or interior geometry smaller than the base-material thickness can be challenging to accurately and repeatedly laser cut, because the cutting process starts with a pierce that requires a certain diameter allowance.
11. Create nest designs at full scale.
To ensure an accurate cut, design the vector file at a 1:1 scale with the physical part being manufactured. For example, to cut a 40 by 40-in. part, create the design file at 40 by 40 in. before sending it to a laser cutting vendor.
12. Complete all shapes and objects.
An LBC machine won’t be able to effectively cut an incomplete shape. Cutting open or unfinished objects which are not self-contained will be distorted or look significantly different from the original design concept. So, ensure that all of the parts in the nest are self-contained and complete.
13. Remove all notes and dimensions.
It’s common for vector-design files to include dimensions, gridlines, notes and other information in addition to the part design. Remove all of these extras from the design file before sending it to a laser house so that they won’t be included in the instant-quoting process. Instead, include additional notes for the contract shop in a separate PDF sent along with the design files.
14. Think about transport and shipping.
When designing the vector file for laser cutting, consider how the end product will be transported to the final destination. Shipping larger parts can be challenging; most freight carriers have a maximum pallet size of 4 by 8 ft. Conversely, UPS and FedEx can readily ship parts smaller than 4 by 4 ft. and that weigh less than 60 lb.
15. Allow for production and transit time.
Laser cutting, while a fast way to manufacture, still requires adequate time allowed tor production, post-processing and shipping. Typical turnaround time averages two to three business days, plus two to five business days for shipping. Requesting an accelerated production schedule will increase the cost.
16. Expect minor cosmetic defects, or ask for post-processing.
Due to the nature of the laser cutting process, some small cosmetic scratches may be present on the sheet metal surface—typically not an issue when the parts will be painted, powder-coated or otherwise post-processed later. However, if you require cosmetically perfect parts, request that the vendor deburr, ceramic tumble or linear-surface-finish the parts. MF
View Glossary of Metalforming Terms
See also: Sendcutsend
Technologies: Cutting

